
Why does a bond that seems secure during assembly fail the moment it encounters thermal expansion or a trace of surface oil? If you’ve experienced adhesive peeling away from EPDM or Nitrile surfaces, you recognise that finding the correct adhesive for rubber to metal bonding in the UK requires more than just a standard glue. The complexity of matching chemical compositions with specific rubber polymers often leads to frustration when technical requirements are overlooked.
We understand that achieving a permanent, high-strength bond is essential for the integrity of your industrial components. This article provides the technical protocols and professional adhesive selections required to ensure your assemblies withstand demanding environments. You will learn how to establish a repeatable surface preparation protocol, identify the correct adhesive chemistry for your specific rubber grade, and source high-performance adhesives manufactured right here in the UK. By following these engineering standards, you can eliminate the risk of bond failure and ensure long-term durability in every application.
Key Takeaways
- Identify the fundamental causes of bond failure by analysing surface energy differences and thermal expansion coefficients between elastomers and rigid metals.
- Select the most effective adhesive for rubber to metal bonding uk by evaluating contact adhesives for large surface areas and structural acrylics for rigid attachments.
- Implement a repeatable surface preparation protocol using professional degreasing and mechanical abrasion to remove oxidation layers from metal substrates.
- Establish precise application standards by controlling coat weights and managing tack life for various industrial adhesive systems.
- Source high performance UK manufactured adhesives and consult with technical specialists for complex material specifications and safety standards.
If you require technical assistance with material compatibility or adhesive selection, please contact our specialist team for expert guidance.
Challenges of Bonding Rubber to Metal Surfaces
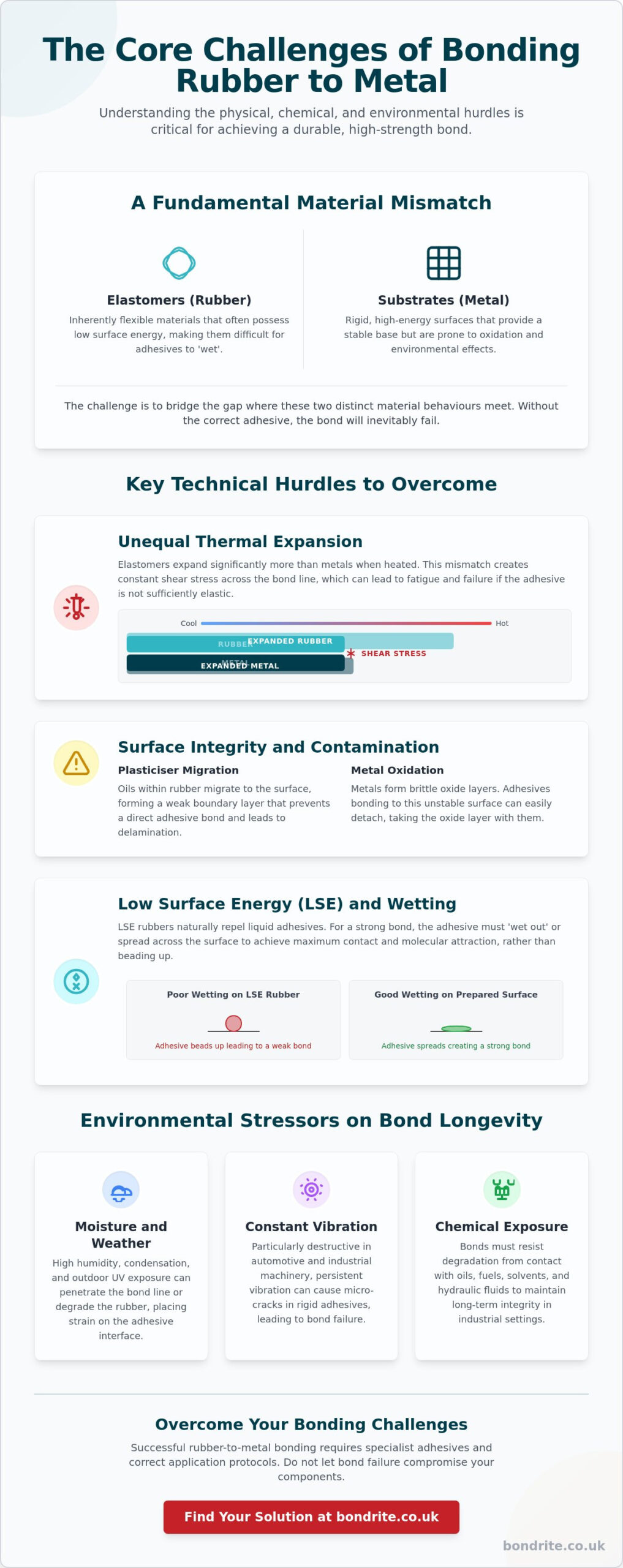
Bonding rubber to metal substrates involves overcoming significant physical and chemical disparities. Whilst metal provides a rigid, high energy surface, elastomers are inherently flexible and often possess low surface energy. This contrast creates a difficult environment for standard adhesives, as the materials respond differently to mechanical loads and temperature changes. Selecting the correct adhesive for rubber to metal bonding uk is not merely about choosing a strong glue; it’s about managing the interface where these two distinct material behaviours meet. If the adhesive cannot bridge the gap between a rigid substrate and a flexible one, the bond will inevitably fail under load.
To better understand this concept, watch this helpful video:
One of the primary technical hurdles is the difference in thermal expansion coefficients. Metals typically have low coefficients, meaning they remain relatively stable as temperatures rise. In contrast, elastomers expand significantly when exposed to heat. This mismatch generates constant shear stress across the bond line. If the adhesive lacks sufficient elasticity to accommodate this movement, the joint will eventually fatigue. Additionally, many rubber compounds contain plasticisers to maintain their flexibility. Over time, these oils can migrate to the surface, effectively pushing the adhesive away and causing delamination. This is a common cause of failure in components using contact adhesives for rubber and foam if the polymer grade isn’t correctly matched to the adhesive chemistry.
Material Incompatibility and Surface Energy
Low surface energy (LSE) rubbers, such as EPDM or certain nitrile blends, naturally resist wetting by liquid adhesives. Without proper treatment, the adhesive sits on the surface rather than penetrating the polymer structure. Metal surfaces present their own challenges, specifically the formation of oxidation layers. These oxides can be brittle and may detach from the base metal, taking the adhesive with them. Utilising advanced adhesive bonding techniques ensures that the chemical link is established with the base material rather than a loose surface contaminant. A flexible bond line is vital here to distribute stress evenly across the entire joint and prevent localised failure points.
Impact of Environmental Factors on Bond Longevity
UK industrial environments often subject bonded components to high levels of moisture and constant vibration. In automotive or aerospace applications, the bond must also resist degradation from oils, fuels, and hydraulic fluids. Temperature fluctuations in unheated workshops can lead to condensation, which can penetrate the bond line if the adhesive isn’t moisture resistant. For outdoor components, UV exposure and weathering can embrittle the rubber, placing further strain on the adhesive interface. Vibration is particularly destructive; it can cause micro-cracks in rigid adhesives that eventually lead to a total loss of adhesion. Ensuring the chosen solution can withstand these specific stressors is critical for long term reliability.
If you require specific technical data sheets or help selecting a product for a unique application, please contact our engineering support team for professional assistance.
Adhesive Categories for Professional Rubber to Metal Bonds
Selecting a high performance adhesive for rubber to metal bonding uk requires a clear understanding of the chemical interaction between the polymer and the metal oxide layer. Industrial applications generally fall into two categories: large surface area laminating and small scale precision assembly. Each requires a distinct chemical base to ensure the bond can withstand the mechanical loads and environmental stressors previously discussed. Failure to match the adhesive category to the component geometry often leads to adhesive squeeze out or insufficient coverage, both of which compromise the final assembly.
Viscosity plays a critical role in this selection process. For porous rubber grades, such as sponge or certain open cell foams, a higher viscosity adhesive is necessary to prevent the glue from being absorbed too deeply into the material. Conversely, non-porous rubbers and smooth metal surfaces benefit from lower viscosity solutions that can wet the surface more effectively. If you are unsure which viscosity or chemical base is appropriate for your specific elastomer, speak with a technical advisor to ensure the integrity of your assembly.
High Strength Contact Adhesives for Rubber
Polychloroprene based contact cements are the industry standard for bonding large sheets of rubber to metal substrates. These adhesives are applied to both surfaces and allowed to become touch dry before the materials are pressed together. This creates an immediate, high strength bond that is ideal for lining tanks or attaching large rubber mats to steel flooring. Our S1300 High Strength Contact Adhesive is specifically engineered for these demanding environments, providing excellent heat resistance and a permanent bond line. For a wider selection of specialised formulas, you can browse our range of contact adhesives for rubber and foam.
Structural Adhesives and Cyanoacrylates
When the application involves rigid metal attachments or small rubber gaskets, different chemistries are required. Structural acrylic adhesives offer exceptional shear and peel strength, making them suitable for heavy duty metalwork where the bond must replace mechanical fasteners. These formulas are particularly effective at bridging gaps and resisting impact. For rapid assembly lines, industrial ethyl cyanoacrylates provide a near instant cure on rubber surfaces, though they are best suited for smaller surface areas where flexibility is less of a priority. These solutions are frequently utilised amongst our metalwork adhesives to ensure fast throughput without sacrificing bond quality.
For applications requiring extreme toughness and the ability to absorb significant vibration, polyurethane adhesives are the preferred choice. These adhesives remain highly flexible after curing, allowing them to move with the rubber whilst maintaining a tenacious grip on the metal. This makes them ideal for heavy machinery mounts or automotive components where constant movement is expected.
For detailed advice on surface preparation for specific industrial substrates, please enquire with our technical department to ensure your process meets professional standards.
Essential Surface Preparation for Rubber and Metal
Surface preparation is the most critical stage in achieving a high strength bond. Even the most advanced adhesive for rubber to metal bonding uk will fail if the substrates aren’t prepared to a professional standard. Adhesion relies on molecular contact between the adhesive and the substrate; therefore, any barrier such as oil, dust, or oxidation will compromise the joint’s integrity. We recommend a standardised “Clean-Abrade-Clean” protocol to ensure the surfaces are chemically and physically receptive to the bonding agent. This methodical approach reduces the risk of bond failure and ensures a repeatable result in industrial production environments.
To verify the effectiveness of your cleaning process, you should perform a water break test. This involves applying a small amount of deionised water to the prepared surface. If the water beads or forms droplets, it indicates the presence of residual oils or contaminants. If the water spreads into a continuous, uniform sheet, the surface energy is high enough for the adhesive to wet the substrate effectively. This simple verification step is a staple of professional metalwork applications and should be integrated into your quality control procedures.
Metal Substrate Preparation Protocols
Metal surfaces must be free from rust, scale, and mill finish before application. For steel, mechanical abrasion using a grit blaster or heavy duty abrasive pads is necessary to expose fresh, active metal. Aluminium requires even more care because it forms an invisible oxidation layer almost immediately after cleaning. This oxide layer is often brittle and can lead to delamination if not removed through consistent abrasion. Once the metal is abraded, a final solvent wipe using Isopropyl Alcohol (IPA) or a specialised industrial cleaner is mandatory to remove any remaining grit or metallic dust. This ensures the adhesive bonds directly to the structural metal rather than a loose layer of debris.
Rubber Preparation and Priming
New rubber components are frequently coated in factory mould release agents, such as silicones or waxes, which are designed to prevent the rubber from sticking to the mould. These agents are inherently anti-adhesive and must be completely removed. It is essential to perform a thorough solvent cleaning before any mechanical abrasion to avoid driving contaminants deeper into the rubber surface. For difficult elastomers like EPDM or certain synthetic blends, a dedicated primer may be required to increase the surface energy and facilitate a stronger chemical link. By following these steps, you ensure the rubber polymer is fully prepared to receive the adhesive, leading to a permanent and durable assembly.
For technical support regarding application equipment or to request a product trial, please speak with our industrial adhesive specialists.
Application Methods for Industrial Strength Adhesion
Precision in the application phase is just as vital as the selection of the adhesive for rubber to metal bonding uk. Even a high performance polymer will fail if the coat weight is inconsistent or if the joint is closed outside of the specified open time. Professionals must manage the chemical transition from a liquid or semi-liquid state to a structural solid. This requires a methodical approach to coverage, assembly timing, and mechanical pressure. If you don’t maintain these standards, the integrity of the bond line remains at risk regardless of the product quality.
Coat weight is a critical variable that engineers must monitor. For contact adhesives, an even spread of approximately 150 to 250 grams per square metre is typically required on both substrates. If the coat is too thin, the bond will be starved; if it’s too heavy, the solvent can become trapped, leading to bubbling and a weakened interface. Structural adhesives require a different approach, where a consistent bead profile ensures that the adhesive fills the bond gap entirely without excessive squeeze out.
Contact Adhesive Application Techniques
When working with polychloroprene solutions, timing is paramount. You must apply a uniform layer to both the rubber and the metal surfaces. Wait for the solvents to evaporate until the adhesive is touch dry; it shouldn’t transfer to your finger when pressed. If you don’t join the surfaces at the correct tack level, the solvents may compromise the rubber polymer. Once the substrates are aligned, use a heavy hand roller to apply pressure from the centre outwards. This action eliminates air pockets and ensures intimate molecular contact across the entire surface area.
Precision Bonding with Structural Adhesives
Structural systems, such as two part acrylics or epoxies, require exact mixing ratios to achieve their rated mechanical properties. Using structural methacrylates and epoxies often necessitates pneumatic applicators to ensure a consistent bead delivery in high volume production environments. You must monitor the work life of the adhesive closely. If the assembly takes longer than the specified pot life, the chemical cross linking will have progressed too far, resulting in a brittle and unreliable bond.
Maintaining clamping pressure during the initial curing cycle is essential for structural bonds. Whilst contact adhesives provide immediate handling strength, structural adhesives require a period of undisturbed cure to reach full strength. Ensure the assembly remains under uniform pressure until the adhesive has reached its handling strength, typically documented in the technical data sheet. By mastering these application methods, you ensure that the chosen adhesive for rubber to metal bonding uk performs to its maximum technical potential.
If you are managing a high volume assembly line and require advice on pneumatic dispensing or application equipment, contact our technical team for a consultation.
To discuss your specific assembly requirements or to request a product recommendation, please speak with our technical advisors for professional support.
Specialist Bonding Solutions from Bondrite Adhesives Ltd
Sourcing a reliable adhesive for rubber to metal bonding uk is made more efficient by partnering with a specialist manufacturer that understands the nuances of elastomer chemistry. Bondrite Adhesives Ltd serves as an independent UK supplier, providing a direct link between engineering teams and high performance bonding technology. This relationship ensures that the products you receive are manufactured to rigorous standards and backed by decades of technical experience in preventing industrial bond failure. By sourcing from a UK based specialist, you benefit from shorter lead times and products that are fully compliant with UK REACH regulations.
The value of an independent supplier lies in the depth of technical accountability provided. Unlike generic distributors, we prioritise the functional utility of the bond over simple product turnover. We understand that a failed bond in a heavy duty application leads to significant downtime and safety concerns. Our focus remains on providing clarity and confidence through precision. If your project involves complex material specifications or challenging environmental stressors, our role is to act as a seasoned mentor, guiding you toward a solution that ensures sturdy, no-nonsense dependability.
Featured Industrial Adhesives for Rubber
Our S1300 High Strength Contact Adhesive remains a cornerstone for professionals requiring a tenacious link between rubber sheets and metal substrates. It is specifically engineered to maintain its integrity under significant stress and temperature variations, making it ideal for the lining and gasket applications discussed earlier. You can view our complete range of specialised formulas within our contact adhesives category. For assemblies involving more rigid metalwork where high shear strength is required, our structural acrylic and methacrylate adhesives provide a professional alternative to mechanical fasteners.
Technical Support and Consultation
We recognise that every manufacturing process has unique variables, from specific rubber polymer blends to surface contaminants. To ensure the highest standards of safety and performance, we invite engineers to submit material samples for laboratory testing. This allows us to identify the most compatible adhesive system for your specific requirements before you commit to a full production run. This consultative approach helps in establishing a repeatable protocol and prevents the common pitfalls of material incompatibility. You can explore our technical options through our structural methacrylates and epoxies section.
If you are facing a unique manufacturing challenge or require a bespoke adhesive solution, contact our technical department to arrange a consultation with one of our specialists.
If you require technical assistance with your specific application, please contact our adhesive specialists for expert advice.
Achieving Permanent Rubber to Metal Assemblies
Success in achieving a permanent rubber to metal bond is the result of aligning material science with the precise application standards outlined in this guide. By addressing the fundamental challenges of thermal expansion and surface energy, you can ensure that your assemblies withstand the rigours of industrial use without the risk of delamination. Utilising a high performance adhesive for rubber to metal bonding uk provides the necessary chemical foundation for long term durability in demanding environments.
Bondrite Adhesives Ltd has operated as an independent UK family-owned supplier since 2000, offering high performance industrial grade formulations for complex engineering projects. We provide expert technical support to assist manufacturing teams in identifying and preventing potential bond failures through thorough testing and material analysis. If you require technical assistance with your specific application, please contact our adhesive specialists for expert advice. Our team is ready to support your production requirements with professional integrity and technical precision.
Frequently Asked Questions
Can I bond EPDM rubber to stainless steel using standard adhesives
Bonding EPDM to stainless steel requires a specialist primer or an adhesive designed specifically for low surface energy materials. Standard glues often fail because EPDM naturally resists wetting and stainless steel possesses a non-porous surface. You should use a cyanoacrylate with a polyolefin primer for small components or a high performance structural acrylic for larger assemblies. Ensuring the stainless steel is abraded and degreased is mandatory to establish a chemical link with the base metal.
What is the best adhesive for oily or plasticiser heavy rubber surfaces
Nitrile based contact adhesives are the most effective choice for rubber surfaces prone to plasticiser migration or oily residues. These formulations resist the softening effect of migrating oils that typically cause standard adhesives to peel away from the substrate. For the best result, you must use a solvent degreaser to clean the rubber surface before application. This ensures the adhesive for rubber to metal bonding uk makes direct contact with the polymer structure rather than a layer of surface oil.
How long does an industrial rubber to metal adhesive take to fully cure
Industrial adhesives typically reach handling strength within 15 to 30 minutes, but a full chemical cure usually requires 24 hours. The specific duration depends on the adhesive chemistry, coat weight, and ambient workshop temperatures. Cyanoacrylates cure almost instantly through moisture on the substrate, whilst structural epoxies and acrylics follow a controlled cross linking cycle. You should always consult the technical data sheet to confirm when the assembly can be subjected to full mechanical loads or environmental testing.
Do I always need to sand the metal surface before bonding rubber
Mechanical abrasion is almost always required to achieve a professional standard bond on metal substrates. Sanding or grit blasting removes brittle oxidation layers and increases the surface area for the adhesive to grip. If you skip this step, the adhesive may bond to the rust or oxide rather than the structural metal, leading to premature failure. Always follow abrasion with a thorough solvent wipe using Isopropyl Alcohol to remove any metallic dust or grit before applying the adhesive.
Is S1300 adhesive suitable for high temperature metal bonding applications
S1300 is engineered for high performance and possesses excellent heat resistance for a contact adhesive. It is suitable for many industrial environments where temperatures fluctuate, though it is primarily designed for sustained temperatures up to approximately 60 degrees Celsius. For applications involving extreme heat, you may require a structural methacrylate or a specialised silicone sealant. We recommend testing a sample if your assembly will face constant high thermal stress to ensure the bond line remains stable.
How do I remove excess industrial adhesive from metal parts after bonding
You can remove excess wet adhesive using a specialised solvent cleaner or Isopropyl Alcohol on a lint free cloth. If the adhesive has already cured, mechanical removal is usually necessary, which may involve careful scraping or sanding. You must be cautious not to damage the rubber surface or the metal finish during this process. Using a pneumatic applicator can help prevent excess squeeze out by delivering a precise, consistent bead of adhesive, reducing the need for post assembly cleaning.
What causes rubber to metal bonds to fail over time
Bond failure is frequently caused by a mismatch in thermal expansion coefficients or the migration of plasticisers from the rubber into the bond line. Environmental factors such as constant vibration and moisture ingress also play a significant role in degrading the adhesive interface. If the surface preparation was inadequate, the bond might fail due to the presence of mould release agents or metal oxides. Choosing the correct adhesive for rubber to metal bonding uk involves accounting for these specific stressors during the design phase.
Can I use super glue for large scale rubber to metal bonding
Super glue is not suitable for large scale bonding because its rapid set time prevents the correct alignment of large components. It also cures into a brittle solid that cannot accommodate the natural flexibility and expansion of large rubber sheets. For significant surface areas, you should use a high strength contact adhesive like S1300. This provides the necessary open time and flexibility to ensure a permanent, high strength bond across the entire joint whilst resisting mechanical fatigue.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: