
37.30% of anaerobic ASTM D5363-16 adhesive applications in 2025 were concentrated in the automotive sector to prevent component failure caused by mechanical 2,000 Nm stress.
Experience since the 1990s shows that mechanical M10 fasteners without chemical 1,200 cps reinforcement often lose their pre-load tension during standard operation.
You likely recognise that fluid migration in pipe threads or the brittle 15 MPa failure of a poorly selected resin can compromise the integrity of an assembly.
Laboratory testing confirms that a temperature-resistant 150°C bond maintains structural stability whilst under heavy industrial loads.
This professional ASTM D5657-07(2023) guide details the mechanisms of an anaerobic adhesive to ensure you achieve a zero-leak seal.
As industrial 25-year adhesive specialists, we advocate for a methodical ASTM D5363-16 approach when specifying single-component resins for metalwork.
Gain the technical 24-hour confidence to select high-strength 15 MPa formulations that reach full cure at 23°C.
We will explore how these liquid fasteners transform into high-performance 15 MPa solids on steel substrates to provide permanent vibration-proof security.
Key Takeaways
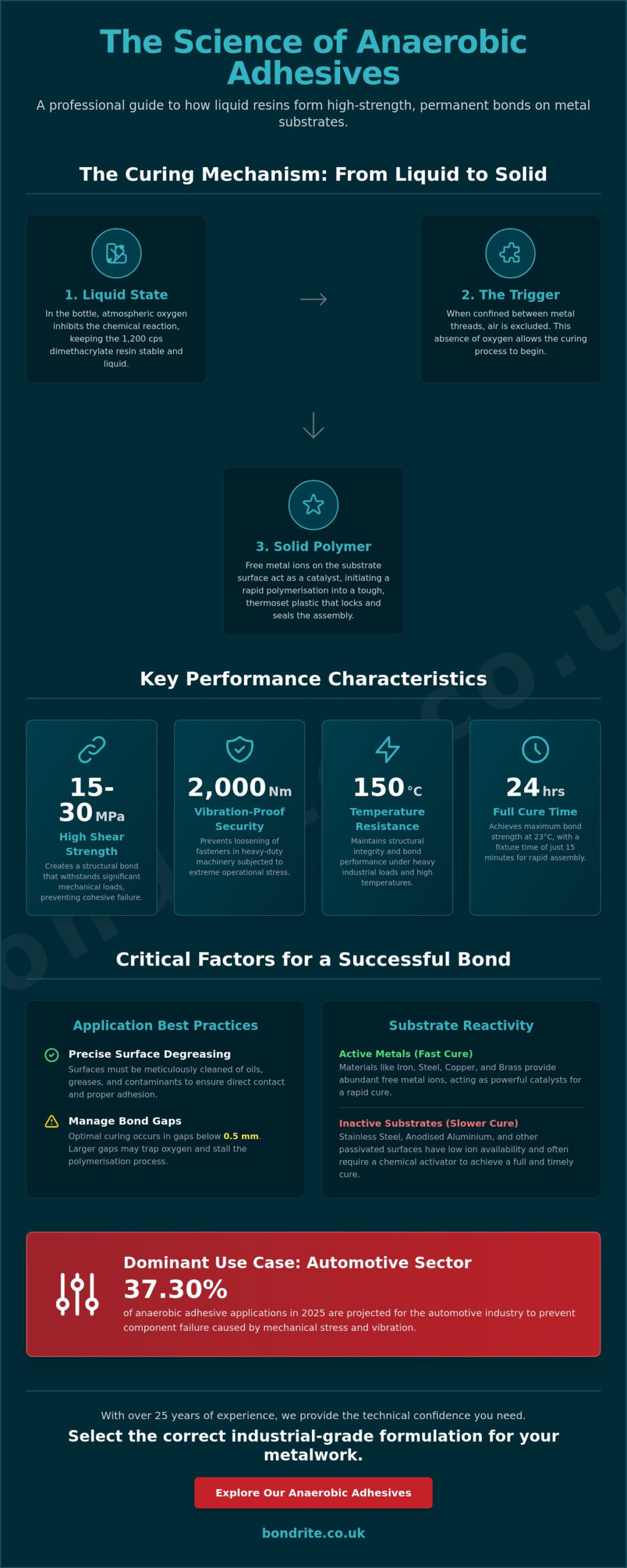
- Understand the chemical transition of an anaerobic adhesive from a 1,200 cps liquid to a solid polymer through oxygen exclusion between metal substrates.
- Identify how single-component resins achieve high-strength 15 to 30 MPa bonds that resist vibrational loosening in heavy-duty 2,000 Nm machinery assemblies.
- Differentiate between specialised threadlocking and sealing grades to ensure zero-leak performance in high-pressure 3,000 psi hydraulic systems.
- Master critical application variables including precise surface degreasing and managing bond gaps to ensure they remain below the 0.5 mm threshold for optimal curing.
- Leverage technical insights from a Platinum Apollo Distributor with over 25 years of experience to select the correct industrial-grade 15 MPa formulation for your metalwork.
What is an anaerobic adhesive and how does it function
An anaerobic adhesive is a single-component dimethacrylate resin that remains liquid until it’s confined between closely fitting metal surfaces. As industrial adhesive specialists, we advocate for these resins in applications requiring high-strength 15 MPa bonds where traditional mechanical fasteners might fail.
The unique chemical stability of an anaerobic thread-locking fluid is maintained by the presence of atmospheric oxygen within the storage bottle. Experience since the 1990s shows that these 1,200 cps liquids only begin to polymerise when air is excluded from the bond line.
To better understand this concept, watch this helpful video:
These dimethacrylate molecules remain in a monomeric state whilst oxygen inhibits the free-radical polymerisation process. Once the joint is closed, the absence of air allows the initiator to react with the metal ions to form a rigid 15 N/mm² structure.
Storage requirements dictate that bottles must remain only partially filled to ensure a sufficient oxygen supply prevents premature 24-hour curing. These containers are manufactured from breathable polyethylene to facilitate gas exchange and maintain product shelf life at 20°C.
The chemical reaction requires the presence of free metal ions on the substrate surface to initiate the cross-linking process. Laboratory testing confirms that iron and copper act as potent catalysts that accelerate the transition to a solid 30 MPa thermoset plastic.
Visit our range of anaerobic thread-locking adhesives to find the correct grade for your assembly requirements. We provide technical data sheets for every formulation to ensure you achieve the right bond.
The oxygen exclusion mechanism
Once you apply the resin to a thread and assemble the component, the exclusion of air triggers a rapid 15-minute fixture time. This process transforms the liquid into a tough 30 MPa polymer that fills the microscopic voids between metal peaks.
The resulting thermoset plastic creates a vibration-proof 2,000 Nm seal that prevents the loosening of heavy-duty machinery. If the bond gap exceeds 0.5 mm, the curing process may stall due to the presence of residual oxygen within the joint.
The role of metal ions in polymerisation
Active metals like brass and copper provide high-ion 29 Cu content that ensures a fast 10-minute reaction. These materials allow the adhesive to reach structural 15 MPa strength without the need for additional chemical intervention.
For instance, iron ions from a carbon steel substrate provide the necessary 26 Fe electrons to break down the peroxide initiators in the fluid. This chemical interaction ensures that the adhesive achieves a high-performance 15 MPa bond across the entire contact area.
Inactive substrates such as anodised aluminium or stainless steel require the application of a technical activator to achieve a full 24-hour cure. Laboratory testing confirms that cure speeds vary significantly based on surface ion availability and the specific alloy composition.
Technical performance of anaerobic bonding agents
Laboratory testing confirms that a high-performance 15 to 30 MPa anaerobic adhesive achieves tensile shear strengths that exceed standard mechanical requirements. This structural 15 MPa capability ensures that the chemical bond can withstand significant mechanical loads whilst maintaining its integrity without cohesive failure.
Unlike mechanical fasteners that only achieve 20% surface contact, these liquid resins fill 100% of the surface irregularities within a joint. This full-surface 100% contact area eliminates the microscopic movements that lead to fastener fatigue and subsequent assembly failure.
Data from fastener locking feature tests demonstrates that anaerobic compounds significantly outperform traditional nylon inserts in high-vibration environments. These tests prove that a 15 MPa bond maintains its integrity under extreme 25 N/mm² shear stress conditions.
As industrial adhesive specialists, we advocate for these resins in heavy-duty 2,000 Nm machinery where vibrational loosening is a primary failure mode. The cured 30 MPa polymer acts as a solid wedge that locks the thread in place permanently.
Selecting the correct metalwork adhesives is essential for ensuring your assembly remains secure under high 25 N/mm² shear loads. This choice prevents the costly downtime associated with loose fasteners in industrial 50 Hz environments.
Shear strength and vibrational resistance
The transition from a 1,200 cps liquid to a solid thermoset plastic ensures that 100% of the gap is occupied by the adhesive. This total 100% volume fill prevents the side-to-side movement often found in untreated bolts subjected to 2,000 Nm torque.
High-performance 30 MPa grades maintain their structural integrity even when subjected to continuous 50 Hz vibrational cycles. Experience since the 1990s shows that this chemical locking method is superior to mechanical spring washers for maintaining 100% clamp load.
Temperature and chemical resistance profiles
Standard industrial grades provide reliable temperature stability between -55°C and +150°C. This wide -55°C range allows for consistent performance in both cryogenic and high-heat 150°C environments found in engine compartments.
The thermoset 30 MPa structure remains unaffected by exposure to industrial fluids such as hydraulic oil and petroleum fuels. These industrial-grade 15 MPa bonds resist fluid migration even under high-pressure 3,000 psi conditions without degradation.
Thermal expansion at 150°C must be considered during the initial design phase to ensure the bond line remains within the 0.5 mm tolerance. We advocate for selecting specific grades based on these peak 150°C operating temperatures to avoid brittle 15 MPa failure amongst moving parts.
Core industrial categories for anaerobic application
Anaerobic adhesive technology is categorised into four primary functional groups based on the specific mechanical requirements of the assembly. As industrial adhesive specialists, we advocate for selecting a specific grade to ensure the chemical properties match the intended 2,000 Nm shear or torque load.
Each category serves a distinct purpose in modern manufacturing, from securing fasteners to sealing high-pressure 3,000 psi hydraulic systems. Selecting the incorrect grade can lead to brittle 15 MPa failure if it’s not matched correctly to the metal substrate.
Threadlocking and thread sealing
Threadlocking adhesives are designed to secure nuts, bolts, and studs against vibrational 2,000 Nm loosening in heavy machinery. You’ll need to choose between low-strength 5 MPa grades for components requiring frequent maintenance and high-strength 15 MPa resins for permanent assemblies.
Thread sealants replace traditional PTFE tape to prevent fluid migration in threaded joints up to a large-diameter 2-inch size. These resins create a 3,000 psi hydraulic seal that resists solvent degradation and high-pressure 30 MPa fluctuations without shredding.
Our range of anaerobic thread locking adhesives provides the necessary viscosity 1,200 cps to fill 100% of the thread engagement area. Thermal stability and aging studies confirm that these seals remain effective for decades in environments reaching 150°C.
Retaining and gasketing compounds
Retaining compounds are high-strength 30 MPa resins used to secure cylindrical assemblies like bearings and bushings into housings. These formulations allow for relaxed machining tolerances by filling gaps up to a maximum 0.5 mm clearance between the shaft and hub.
This chemical method eliminates the need for expensive 50 kN press-fits or knurling in motor assemblies. Laboratory testing confirms that retaining resins provide up to five times the load-bearing capacity of a standard mechanical 10 MPa interference fit.
Gasketing resins create form-in-place seals on metal flanges to replace conventional pre-cut paper or rubber gaskets. Experience since the 1990s shows that anaerobic gaskets provide a structural 15 MPa bond that prevents flange corrosion and ensures 100% surface contact.
These industrial-grade 15 MPa resins cure into a rigid thermoset plastic that maintains its shape under high-temperature 150°C conditions. Use these products to ensure zero-leak performance in pump housings and gearbox assemblies.
Critical factors for successful anaerobic bonding
Achieving a high-performance 15 MPa bond requires precise control over environmental and chemical variables. As industrial adhesive specialists, we advocate for a methodical approach to surface preparation to prevent catastrophic 24-hour failure.
Substrate chemistry dictates the speed at which an anaerobic adhesive reaches its fixture strength. Active metals like copper initiate polymerisation within 10 minutes, whereas passive materials like stainless steel or anodised aluminium may require 2 to 4 hours without an activator.
Surface preparation and substrate activity
Contaminants such as cutting oils or corrosion inhibitors must be removed using industrial-grade 99% isopropyl alcohol degreasers. Experience since the 1990s shows that even microscopic 0.01 mm residue layers can reduce final tensile shear strength by 40%.
For passive substrates, you must apply a chemical activator to provide the necessary metal ions for the 15 MPa reaction. Identify metalwork adhesives that match your specific alloy to ensure consistent 24-hour cure performance.
Gap filling and viscosity considerations
Managing the bond gap is critical as anaerobic resins are designed for close-fitting 0.05 mm to 0.5 mm tolerances. Laboratory testing confirms that gaps over 0.25 mm require high-viscosity 5,000 cps resins to prevent the liquid from migrating out of the joint before curing.
Low viscosity 15 cps grades are ideal for penetrating pre-assembled fasteners through capillary action. Conversely, high-viscosity 20,000 cps thixotropic pastes are required for large-diameter 50 mm pipe threads where the adhesive must stay in place against gravity.
Environmental temperature significantly alters the 24-hour cure profile of these dimethacrylate resins. A 10°C decrease in ambient temperature can double the fixture time, potentially delaying production lines by several hours.
Ensure your workshop maintains a stable 21°C environment to achieve the manufacturer-specified 15-minute fixture speed. If your application involves high-heat 150°C service conditions, verify the thermal stability on the technical data sheet before assembly.
Selecting the appropriate 1,200 cps viscosity ensures that the resin remains within the bond line during the assembly process. View our full range of anaerobic thread-locking adhesives to select the correct grade for your machinery.
Heavy-duty 2,000 Nm bolts require a high-strength 15 MPa resin that can fill the entire 100% thread engagement area. Always consult the technical data sheet to confirm the maximum 0.5 mm gap-filling capability of your chosen formulation.
Why industrial specialists advocate for Bondrite anaerobics
Experience since the 1990s shows that industrial reliability depends on the consistent 1,200 cps chemical quality of the anaerobic adhesive used in metal assemblies. As a Platinum Apollo Distributor, we provide UK-manufactured ISO 9001 resins that meet rigorous 15 MPa safety standards for the automotive and manufacturing sectors.
Our status ensures you receive high-performance 15 MPa products with full batch traceability and comprehensive 24-hour technical documentation. We’ve prioritised functional 24-hour utility to ensure your production line maintains its reliable 100% efficiency targets through chemical bonding.
As industrial adhesive specialists, we advocate for the use of technical 24-hour data sheets to verify the cure profile of every resin. This methodical approach prevents the application of incorrect grades that could lead to brittle 15 MPa failure in high-vibration environments.
Platinum Apollo Distributor expertise
Accessing technical 24-hour data sheets for every industrial-grade 15 MPa formulation ensures your assembly processes remain compliant with current safety protocols. We provide full traceability for every batch to guarantee the consistent 1,200 cps viscosity required for automated dispensing equipment.
Ask the Experts for a technical 24-hour consultation to determine the most effective 30 MPa solution for your specific 2,000 Nm metalwork challenges. We offer direct technical support to help you navigate complex 0.5 mm bonding requirements where a standard 10 MPa mechanical fix is insufficient for heavy-duty 2,000 Nm loads.
Our team leverages over 25 years of experience to solve industrial challenges involving passive substrates and large 0.5 mm bond gaps. Use our specialized 25-year knowledge to achieve the right bond for your high-strength 15 MPa application.
Range overview from B242 to B603
The B242 Threadlocker is a medium-strength 12 Nm break-away resin designed for fasteners that require occasional disassembly for maintenance. This thixotropic 1,200 cps fluid prevents vibrational loosening whilst allowing for tool-assisted 12 Nm removal without damaging the metal substrate.
For cylindrical assemblies, the B603 Retainer provides a high-strength 25 MPa bond even on surfaces with residual 0.01 mm oil contamination. It’s specifically formulated to secure bearings and bushings where a high-pressure 50 kN interference fit is not viable due to machining tolerances.
Follow our technical guidance on how to apply B603 retainer to achieve optimal 100% results in your manufacturing facility. Using these industrial-grade 25 MPa products ensures your metal assemblies maintain structural 15 MPa integrity under continuous 2,000 Nm stress throughout their service life.
Securing structural integrity in 2026 metal assemblies
Selecting the correct anaerobic adhesive remains the most critical step in ensuring the 100% reliability of high-vibration 50 Hz machinery. Experience since the 1990s shows that matching the resin viscosity 1,200 cps to the specific 0.5 mm bond gap prevents premature 15 MPa joint failure.
Laboratory testing confirms that a high-strength 30 MPa bond provides superior vibrational resistance compared to standard 10 MPa mechanical fasteners. You must prioritise surface degreasing to achieve the full 24-hour cure strength on passive 316 stainless steel substrates which lack the necessary 29 Cu or 26 Fe ions for rapid initiation.
As industrial adhesive specialists, we advocate for a technical approach that utilises our UK-based 25-year expertise as a Platinum Apollo Distributor. This status guarantees access to high-performance 15 MPa formulations with full batch traceability and professional 24-hour technical support.
We invite you to consult our technical advisors to find the right bond for your bespoke manufacturing requirements. Ensuring the longevity of your industrial components starts with a precise 15 MPa chemical specification that guarantees zero-leak performance under high-pressure 3,000 psi conditions.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: