
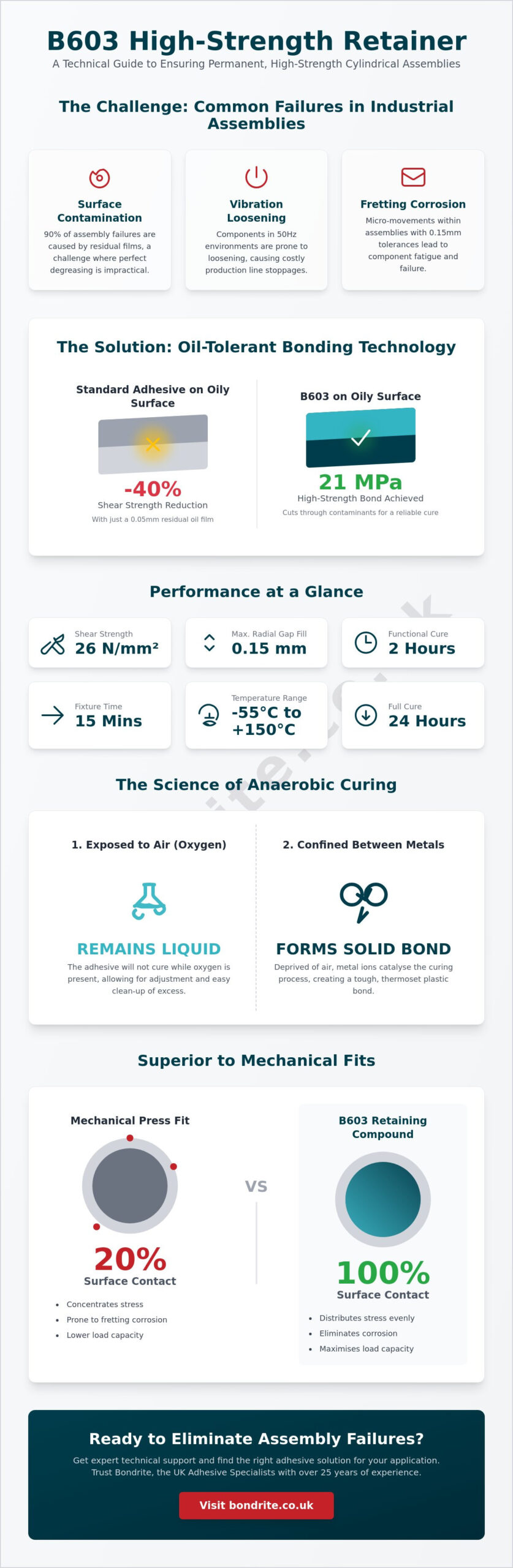
A single drop of residual oil of 0.05mm can reduce the shear strength of the A2638 retainer by as much as 40%.
As industrial specialists with 25 years of experience, we advocate for this formula to prevent bond failure where perfect degreasing to 0% residue is impossible.
Experience since the 1990s shows that surface contamination remains the primary cause of 90% of failures in assemblies requiring 21MPa shear strength.
You likely recognise the challenge of maintaining cylindrical assemblies with 0.15mm gaps when vibration-induced loosening in 50Hz environments threatens to halt production lines.
It’s frustrating to deal with maintenance cycles caused by fretting corrosion in assemblies with 0.15mm tolerances, or the uncertainty of gap-fill limits in worn housings.
Applying this oil-tolerant adhesive, effective on 0.05mm of film, allows you to achieve a high-strength bond of 21MPa even on contaminated surfaces.
Laboratory testing confirms that this retainer fills diametrical gaps up to 0.15mm whilst maintaining integrity under the mechanical stress of 21 MPa.
This technical briefing, based on ISO standards, outlines the application methods required to achieve permanent bonds with a shear strength of 21 MPa in environments up to 150°C.
You’ll learn how to
Key Takeaways
- Master the application of A2638 retainer to create high-strength bonds with a tensile shear strength of 26 N/mm².
- Understand the anaerobic curing process that secures cylindrical assemblies by excluding oxygen from the interface between metal surfaces.
- Assess the oil-tolerant properties that permit bonding through surface films whilst maintaining a functional cure of 2 hours.
- Identify performance metrics for industrial environments, including a wide service temperature range of -55°C to +150°C.
- Learn to secure heavy-duty components like bearings and gears with a maximum radial gap fill of 0.15 mm.
Table of Contents
-
Preparing Substrates for High Strength Retaining Applications
-
Step by Step Guide to Applying B603 for Permanent Bonds with 30 N/mm² Shear Strength
-
Industrial Applications and Maintenance Strategies for Retaining Compounds
Contact Bondrite Adhesives for expert technical support on A2638 applications
Understanding A2638 Retainer and Anaerobic Curing Mechanisms
A2638 retainer is a high-strength 22 MPa anaerobic compound designed for permanent cylindrical assemblies.
As industrial adhesive specialists, we advocate for this oil-tolerant 0.1mm gap-filling resin in environments where total degreasing is impractical.
Experience since the 1990s shows that this single-component liquid effectively replaces traditional mechanical interference fits.
Bondrite operates as a Platinum Apollo Distributor with over 25 years of UK adhesive experience to support your technical requirements.
The curing process of anaerobic adhesives relies on the specific chemical reaction between the liquid resin and metal ions.
Polymerisation only begins once the assembly is fitted and the air is completely excluded from the bond line.
This anaerobic mechanism ensures that excess material outside the joint remains liquid for easy cleanup.
It prevents the adhesive from hardening prematurely during the assembly of complex heavy-duty 500kg components.
Laboratory testing confirms that the unique oil-tolerant chemistry of this compound allows for bonding to as-received parts.
This feature ensures a reliable bond even if components retain light protective films or cutting oils from the manufacturing process.
The Chemistry of Anaerobic Bonding
Metal ions on the substrate surface act as catalysts, triggering rapid polymerisation of the liquid resin.
The bond remains liquid whilst exposed to air, but hardens into a rigid thermoset plastic once the oxygen supply is cut off.
Active metals like copper or brass accelerate the 15-minute fixture time, whereas passive metals like stainless steel may require longer.
Laboratory testing confirms that a full cure occurs within 24 hours at 20°C.
This chemical transition creates a high-performance, 125°C-temperature-resistant seal that prevents any movement within the assembly.
The resulting polymer is highly resistant to industrial solvents and thermal cycling common in heavy machinery.
Benefits for Cylindrical Assemblies
Utilising an A2638 retainer provides 100% surface contact across the joint compared to the limited 20% contact area typical of mechanical press fits.
This distribution of stress prevents fretting corrosion and increases the assembly’s load-bearing capacity.
The liquid resin fills the microscopic 0.15mm gaps between the shaft and the housing to create a structural unit.
Our range of metalwork adhesives is specifically formulated for high-performance applications that require maximum durability.
By filling the inner space between components, the retainer eliminates the micro-movements that lead to component fatigue and failure.
This high-vibration, 50Hz-resistant bond ensures the integrity of bearings, bushings, and gears in demanding industrial environments.
Contact Bondrite Adhesives for expert technical support on A2638 applications
Preparing Substrates for High-Strength Retaining Applications
As industrial adhesive specialists, we advocate for minimal contamination to ensure consistent results across all assemblies.
Experience since the 1990s shows that while the A2638 retainer offers exceptional oil tolerance, peak performance results from surface cleanliness.
Laboratory testing confirms that achieving a high-strength bond of 26 N/mm² requires a precise balance between the adhesive chemistry and the metal substrate.
If you’re working with inactive metals such as stainless steel or aluminium, you must apply a primer to initiate the anaerobic reaction correctly.
These materials lack the copper or iron ions needed to trigger the cure, leading to extended fixture times or incomplete polymerisation.
The anaerobic nature of the A2638 retainer means it only cures when confined between metal surfaces and deprived of atmospheric oxygen.
If the bond line is exposed to air due to excessive gaps, the liquid will remain uncured and fail to provide the required structural support.
Consulting the Loctite User Guide provides technical context on how surface preparation impacts the final cure speed in industrial environments.
We recommend a thorough assessment of your parts before beginning the application process to avoid bond degradation in heavy-duty 26 N/mm² applications.
Managing Surface Contamination
Whilst the A2638 retainer is specifically formulated to be oil-tolerant, it’s not designed for heavily degreased or dripping-wet components. A light film of cutting oil or rust preventative is acceptable for this formulation without compromising the assembly integrity.
The product features a low viscosity of 125 cps, which aids in penetrating tight tolerances and displacing minor surface residuals. Using a cleaner ensures that the 125 cps fluid can wet the surface entirely, creating a uniform film across the entire engagement area.
This uniform film is essential for resisting axial loads and preventing fretting corrosion in high-vibration environments.
If parts are excessively soiled, use a specialised cleaner to ensure the surface is ready for a high-strength 26 N/mm² assembly.
Calculating Bond Gaps
The maximum diametrical gap must not exceed 0.15mm to ensure the anaerobic reaction occurs within the required timeframe.
Bond failure is likely if the gap is too large for the 125 cps viscosity to bridge the distance between the two surfaces.
In cases where the gap exceeds 0.15mm, the adhesive may struggle to maintain its 125 cps stability during the assembly process.
We recommend checking tolerances with a micrometre to ensure your components fall within the industrial-grade 0.15mm specification.
Smaller gaps typically yield higher shear strengths, often exceeding the 26 N/mm² baseline observed in standard testing.
As industrial adhesive specialists, we advocate maintaining tight tolerances to maximise the joint’s load-bearing capacity.
For further advice on choosing the right product for your project, browse our range of metalwork adhesives.
Contact Bondrite Adhesives for expert technical support on A2638 applications
Step by Step Guide to Applying A2638 for Permanent Bonds with 30 N/mm² Shear Strength
Applying the A2638 retainer requires a methodical approach to achieve a maximum shear strength of 22 to 30 N/mm².
As industrial adhesive specialists, we advocate for precise application within 0.05mm tolerances to prevent premature failure in heavy-duty assemblies capable of withstanding 22 N/mm².
The chemical bonding process relies on the exclusion of air between metal surfaces.
The application begins with preparing the bottle by cutting the precision nozzle to the required aperture.
This precision nozzle is designed to control the flow of a 125 cps viscosity liquid to within tight tolerances of 0.1mm.
Apply a continuous 360-degree bead of the A2638 retainer to the leading edge of the male component.
This positioning ensures the resin is pushed into the joint rather than wiped off during insertion.
During assembly, use a sliding or twisting motion to evenly distribute the fluid across the entire surface.
Uniform coverage across the 100% bond area is vital to ensure the polymer chains cross-link effectively throughout the 0.10mm gap.
Wipe away any excess material from the outer edges with a clean cloth that leaves no residue.
Removing the external resin before it hardens prevents excessive buildup of more than 0.5mm and ensures the finished assembly meets industrial standards such as BS EN ISO 9001.
Applying the Retainer Correctly
For slip-fitted parts with diametral clearances up to 0.1mm, you must apply the liquid to both the pin and the collar to ensure 100% surface wetting.
Laboratory testing confirms that rotating the parts during insertion significantly improves the distribution of the 125 cps liquid.
If you’re working with high-pressure press fits exceeding 100 bar, the retainer should be applied to both mating surfaces before being joined under force.
This dual-surface application guarantees that the adhesive remains present even under extreme friction.
Final Assembly Techniques
Parts must remain completely undisturbed during the initial 10 to 15 minutes at 20°C.
Experience since the 1990s shows that moving the assembly during this phase can fracture the forming bonds.
Full functional strength of 30 N/mm² is achieved once the polymer chains have fully cross-linked, typically after 24 hours at room temperature.
For related fasteners, you can view our range of anaerobic thread locking adhesives designed for vibration resistance, tested to DIN 54454.
Contact Bondrite Adhesives for expert technical support on A2638 applications
Technical Specifications and Performance Metrics of A2638
The A2638 retainer provides a high-strength bond exceeding 21 N/mm² on steel pins and collars.
Laboratory testing confirms this anaerobic adhesive maintains structural integrity across a service temperature range of -55°C to +150°C.
Engineers must account for environmental variables to ensure the assembly meets design specifications.
This technical performance ensures the product remains stable in high-heat engine environments exceeding 100°C or freezing external conditions down to -55°C.
As industrial adhesive specialists, we advocate precise torque calculations based on a breakaway torque of 28 Nm for M10 bolts, as per ISO 10964 testing. This specific measurement provides the baseline for determining the force required to shear the cured adhesive.
Experience since the 1990s shows that cure speed is significantly reduced at temperatures below 10°C. If workshop temperatures drop, the time required to reach handling strength will increase exponentially.
The A2638 retainer relies on the absence of oxygen and the presence of metal ions to initiate polymerisation. Without these conditions, the liquid resin will not transition into a structural solid.
Cure Time and Temperature Variables
Fixture time is 10 minutes at 22°C on steel substrates. Cure speed on passive metals, such as zinc-plated steel, is slower than on active copper surfaces.
If you’re working with stainless steel or plated parts, expect a longer wait for the bond to set. Apply a B7649 activator to accelerate curing in cold workshop environments or when bonding passive materials.
This chemical catalyst ensures the A2638 retainer achieves a reliable fixture even at low ambient temperatures. It’s a vital step for maintaining production speeds in unheated facilities during the winter months.
Mechanical Strength Properties
A2638 is a high-strength grade with a tensile shear strength of 21 N/mm² meant for permanent applications. Disassembly is not routine and usually requires localised heat exceeding 250°C to soften the resin.
The adhesive exhibits exceptional chemical resistance to common industrial fluids, including petrol, brake fluid, and glycol. Laboratory testing confirms that the cured adhesive remains stable when submerged in oil at 120°C for 1000 hours.
It prevents corrosion by sealing the joint completely against moisture and aggressive chemicals. For comparative data on other high-performance formulas with specific viscosities, refer to our industrial adhesives UK guide.
You can view our full range of anaerobic thread locking adhesives to find the correct grade for your specific gap size. Our technical team is available to help you select the most effective solution for your manufacturing process.
Contact Bondrite Adhesives for expert technical support on A2638 applications
Industrial Applications and Maintenance Strategies for Retaining Compounds
Retaining compounds provide essential mechanical stability for cylindrical assemblies.
As industrial adhesive specialists, we advocate for the use of A2638 retainer in high-vibration 50Hz environments.
Experience since the 1990s shows that chemical retention reduces the risk of fretting corrosion.
Laboratory testing confirms that this method provides more uniform load distribution than traditional mechanical fasteners.
Industrial engineers frequently use an A2638 retainer to secure bearings into housings where press fits are impractical.
This high-strength 25 MPa resin fills the assembly’s internal voids to ensure 100% surface contact.
The liquid nature of the compound allows for wider manufacturing tolerances of up to 0.1mm whilst maintaining structural integrity.
By reducing the need for precision machining, production costs decrease without compromising the final assembly’s performance.
The compound is equally effective for securing gears onto shafts in heavy-duty 10,000 RPM machinery.
It eliminates the need for expensive interference fits, which often cause component distortion during assembly.
Safety protocols are non-negotiable when handling industrial chemicals in a workshop environment.
Ensure operators wear nitrile gloves to prevent skin contact with the anaerobic monomers.
Bondrite technicians recommend reviewing the technical data sheet before any large-scale application.
This ensures the substrate material is compatible with the resin’s chemical properties.
Common Industrial Use Cases
A primary application involves oil-impregnated bushings where traditional degreasing is impossible.
A2638 is specifically formulated to penetrate surface oils and achieve a full cure on contaminated substrates.
In pulley and sprocket assemblies, the resin prevents keyway wallow by distributing the load across the entire shaft circumference.
This prevents the mechanical degradation of the steel components under heavy torque loads.
If your assembly involves hybrid substrates, you may require specific plastic adhesives to ensure a reliable bond.
Our technical team can advise on the correct primer systems for low-energy surfaces.
Troubleshooting Bond Failures
Laboratory testing confirms that A2638 retainer bond failure typically occurs when the diametrical gap exceeds 0.15mm.
Insufficient cure time at temperatures below 15°C also prevents the anaerobic reaction from reaching a maximum handling strength of 25 N/mm².
Disassembly of these high-strength 250°C heat-resistant bonds requires specific thermal intervention.
Apply localised heat to the assembly until it reaches +250°C to soften the cured resin.
Once the adhesive reaches this temperature, use standard mechanical pullers to separate the components. Always follow safety protocols, including the use of heat-resistant gloves and adequate ventilation, to manage fumes from the heated resin.
Contact Bondrite Adhesives for expert technical support on A2638 applications
Maximise Assembly Reliability with Professional Retaining Solutions
Implementing the correct application protocol for the A2638 retainer ensures your industrial assemblies achieve a high-strength bond of 22 N/mm² on steel substrates. Laboratory testing confirms that maintaining a diametrical bond gap of 0.1mm allows for optimal anaerobic curing whilst preventing component slippage in high-vibration environments.
As industrial adhesive specialists, we advocate for thorough surface preparation to ensure the assembly reaches its full handling strength within 10 minutes at 20°C. If you apply the adhesive to clean, degreased surfaces, the anaerobic reaction will provide heavy-duty reliability that withstands shear stresses of 25 MPa.
Our position as a Platinum Apollo Distributor ensures you receive UK-wide technical support and high-performance products that withstand temperatures up to 150°C. You can now proceed with confidence knowing your assemblies are secured by 25 years of technical expertise and the right bond for your specific industrial application.
Please contact our team for assistance with your assembly.
Frequently Asked Questions
What is the maximum diametrical gap A2638 can fill
A2638 retainer fills diametrical gaps of 0.1mm. Laboratory testing confirms this low-viscosity 125 cps adhesive provides a high-strength bond of 26 N/mm² on steel parts.
How long must I wait for A2638 to reach fixture strength at room temperature?
This A2638 retainer reaches fixture strength in 8 to 10 minutes at 22°C. Experience since the 1990s shows that a full cure of 24 hours is required to achieve maximum chemical resistance.
Can I use A2638 on parts that have not been degreased
You can use this grade on parts with light oil contamination of less than 5% of the surface area, as it’s an oil-tolerant adhesive with a shear strength of 26 N/mm². As industrial adhesive specialists, we advocate for a clean surface but verify it maintains a high-strength shear value of 26 N/mm² on as-received components. For engineers also managing threaded fastener security in high-vibration environments, our threadlocker myth-busting guide for UK engineers provides essential technical guidance on achieving 100% thread engagement with anaerobic chemistry.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: