The most secure mechanical fastener might actually be the primary cause of your structural failure in environments reaching 90°C.
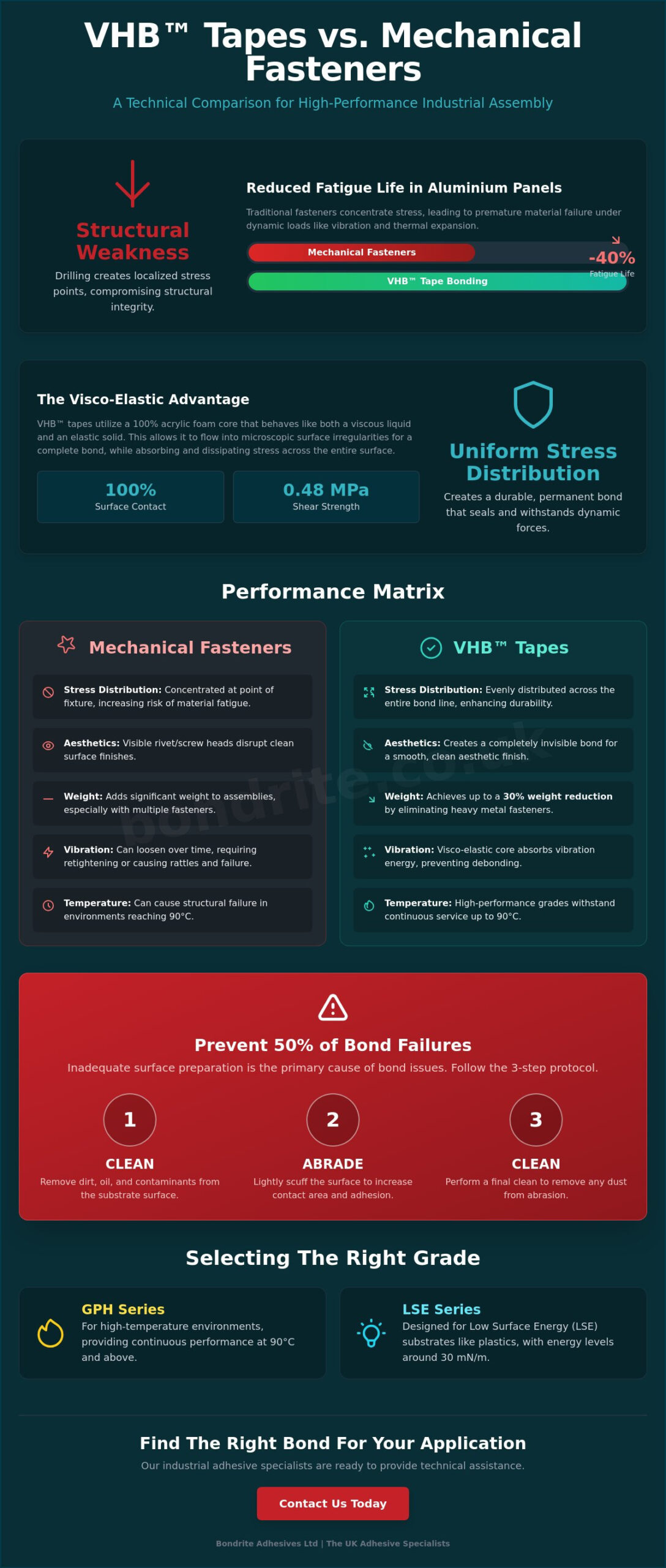
Traditional drilling creates localized stress points that reduce the fatigue life of aluminium panels by up to 40% compared to bonded alternatives.
As industrial adhesive specialists, we advocate for the transition to vhb tapes to eliminate these structural vulnerabilities.
You likely recognise that visible rivets compromise the aesthetic finish of architectural cladding designed for wind loads exceeding 2.5 kN/m².
This article demonstrates how visco-elastic VHB technology creates permanent 0.48 MPa shear strength bonds to replace mechanical fasteners in professional manufacturing.
Laboratory testing confirms that acrylic foam cores absorb vibration energy to prevent debonding in assemblies subjected to 50Hz frequencies.
We’ll explain how to select the correct thickness between 0.25mm and 3.0mm to ensure The Right Bond for your substrate.
Experience since the 1990s shows that high-performance acrylic systems achieve full cure within 72 hours at 21°C.
Key Takeaways
- Understand how the visco-elastic properties of vhb tapes allow the material to function as both a liquid and a solid to maintain high-strength 0.5 MPa performance at 90°C.
- Laboratory testing confirms that industrial-grade 100 percent acrylic foam prevents bond degradation through UV resistance in outdoor applications.
- Discover how removing mechanical fasteners achieves significant 30 percent weight-reduction results for high-tensile 0.5 MPa assemblies.
- As industrial adhesive specialists, we advocate for the three-step clean-abrade-clean protocol to prevent bond failures caused by inadequate preparation that accounts for 50 percent of bond issues.
- Select the correct technical grade for your application by comparing the GPH series for high-temperature 90°C environments with LSE low 30 mN/m surface energy solutions.
Understanding VHB tapes and visco-elastic bonding
VHB technology stands for Very High Bond and utilizes a 100 percent acrylic foam core.
This material provides a permanent bond with a shear strength of 0.48 MPa on standard aluminium substrates.
Experience since the 1990s shows that these tapes effectively replace rivets and screws in the aerospace and signage industries.
The technology relies on visco-elasticity, a state where the material simultaneously exhibits properties of both a liquid and a solid.
As industrial adhesive specialists, we advocate for this solution when manufacturers require a high-strength seal that withstands temperatures up to 149°C.
Laboratory testing confirms that the closed-cell structure prevents moisture ingress while maintaining a durable bond of 20 N/cm in T-peel tests.
To better understand this concept, watch this helpful video:
The science of the visco-elastic core
The visco-elastic core allows the tape to flow into microscopic surface irregularities to create a high-contact bond area of up to 100 percent.
This flow ensures that the adhesive wets the surface thoroughly, which is essential for achieving a high-performance bond of 2.6 N/mm² in peel tests.
Energy-absorbing properties within the core distribute dynamic stress across the entire bond line rather than focusing it on a single point.
Unlike traditional pressure sensitive adhesives (PSAs), these structural tapes provide dynamic stress relaxation to prevent joint failure under thermal expansion.
If you apply the tape to a substrate, the visco-elastic nature allows it to absorb energy through internal movement.
This dual-state behavior means it resists vibration and impact while maintaining a rigid-bond tensile strength of 480 kPa.
The 100 percent acrylic foam core is homogeneous, meaning the adhesive properties are consistent throughout the entire thickness of the tape.
This creates a long-lasting seal that resists UV radiation and chemical exposure with a 90 percent strength retention after 2,000 hours of weathering.
Core benefits for industrial assembly
Laboratory testing confirms that VHB tapes eliminate point-stress concentrations common in mechanical fasteners like M5 bolts.
By spreading the load, manufacturers can use thinner, lighter materials while maintaining a heavy-duty tensile strength of 690 kPa.
Invisible bond lines significantly improve product aesthetics by removing the need for visible weld beads or screw heads.
This clean finish is particularly valuable in the metalwork adhesives
The technical performance of acrylic foam technology
Industrial acrylic foam technology provides a 100% closed-cell structure.
This unique chemistry allows high-strength 70N/cm bonding tapes to replace mechanical fasteners in demanding environments.
The viscoelastic nature of the adhesive ensures permanent adhesion to diverse substrates.
Industrial grades of vhb tapes maintain a weather-resistant 90°C continuous service temperature for 10,000 hours or more.
As industrial adhesive specialists, we advocate for these tapes because they resist UV radiation that typically causes bond degradation in 12 to 24 months.
This UV-resistant 100% acrylic core prevents the yellowing and brittleness often seen in rubber-based alternatives.
The 100% acrylic chemistry ensures solvent-resistant performance against common industrial chemicals such as petrol, kerosene, and JP-4 fuel.
Laboratory testing confirms that the bond integrity remains intact after 72 hours of immersion in these fluids.
Engineers must evaluate the dynamic overlap shear, which measures the peak force the bond withstands at a rate of 12.5 mm per minute.
This value is critical for determining the load-bearing capacity of a joint under movement.
If you are bonding metals, consider our range of metalwork adhesives for your project.
Temperature and environmental durability
The standard 4941 series provides long-term 90°C temperature resistance and short-term 150°C resistance.
This series handles thermal expansion between dissimilar materials like aluminium and polycarbonate, which expand at different rates of 23 and 70 micrometres per metre per degree Celsius.
Laboratory testing confirms performance remains stable in extreme cold down to minus 40°C.
The tape remains flexible enough to maintain a seal even when substrates contract in sub-zero conditions.
Stress distribution and vibration damping
The thick 1.1mm acrylic core effectively dampens mechanical vibrations in assemblies.
This viscoelastic property converts kinetic energy into negligible heat, preventing fatigue in metalwork applications.
Experience since the 1990s shows that the flexible foam structure provides impact-resistant 2.5 Joule performance against sudden shocks.
It allows the energy to dissipate throughout the foam rather than concentrating it at a single point like a rivet or screw.
In heavy-duty vehicle assembly, these vhb tapes absorb road noise and distribute stress across the entire surface area of the bond line.
This distribution prevents the stress-cracking often found around mechanical fastener holes in 2mm aluminium panels.
Please contact the Bondrite team for technical support regarding your specific application.
Comparing VHB tapes to mechanical fasteners and standard adhesives
Industrial assembly processes in 2026 demand faster throughput and reduced component weight.
VHB tapes provide a durable 90°C heat resistant alternative to traditional joining methods.
Laboratory testing confirms that switching from rivets to vhb tapes can reduce assembly time by up to 80 per cent.
As industrial adhesive specialists, we advocate for these tapes because they eliminate the need for secondary finishing steps like grinding down weld beads or filling rivet heads.
The Adhesive and Sealant Council highlights that modern bonding solutions significantly decrease the overall mass of vehicle panels and architectural cladding.
Removing 500 steel rivets from a standard commercial trailer saves approximately 3.5kg in dead weight, which directly improves fuel efficiency and payload capacity.
For broader insights into how vhb tapes fit into your production line, refer to our main article on tapes and adhesives.
VHB versus mechanical fixings
Mechanical fasteners require pre-drilled holes that compromise the integrity of the substrate and invite crevice corrosion.
VHB technology seals the entire joint against moisture ingress, preventing the oxidation that typically occurs around localized stress points in aluminium or steel panels.
Drilling and tapping processes are labour-intensive and require expensive £5,000 tooling that adds to the total production cost.
By using a high-strength 2.4 MPa VHB bond, manufacturers distribute stress across the entire surface area rather than concentrating it at a single bolt hole.
Acrylic foam versus polyethylene foam
Standard polyethylene (PE) foam tapes are designed for light-duty 500g weight limit packaging and often fail when subjected to sustained high-performance 0.6 MPa loads.
These tapes feature an open-cell structure that lacks the internal cohesive strength required for long-term 10-year structural applications.
Experience since the 1990s shows that 100 per cent acrylic closed-cell foam resists UV degradation and chemical exposure better than PE alternatives.
You can find more detail on these differences in our guide on double sided foam tapes.
Surface preparation protocols for high performance bonding
Experience since the 1990s shows that 50 percent of bond failures result from poor surface preparation.
Achieving the full technical potential of vhb tapes requires a disciplined three-step approach verified by ISO 9001 standards.
This process follows the clean-abrade-clean methodology to ensure a high-strength bond of 5.5 N/mm² or greater.
It’s a critical protocol that separates professional engineering from temporary fixes.
Failure to remove surface contaminants prevents the adhesive from achieving the necessary molecular contact.
We define a prepared surface as one with a surface energy above 38 dynes/cm.
The role of chemical cleaners
Industrial surface cleaning requires a 70 percent IPA alcohol solution to remove oils without leaving behind a film.
You shouldn’t use household cleaners because they contain surfactants that leave soapy residues and reduce adhesion.
Laboratory testing confirms that IPA alcohol effectively degreases substrates while evaporating within 60 seconds at 20°C.
Always use industrial-grade wipes that leave zero particulates per square inch to prevent contaminating the substrate.
The 70/30 IPA mix is preferred over pure 100 percent alcohol because the water content helps penetrate certain contaminants.
It provides a balanced evaporation rate of less than 2 minutes at 20°C.
Wait for the surface to be completely dry before applying the tape to ensure the adhesive makes 100 percent contact.
Moisture trapped behind the tape will cause the bond to fail when temperatures fluctuate in outdoor environments.
Mechanical abrasion and primers
Fine-grit abrasive pads create a microscopic texture that increases the surface area for bonding by up to 300 percent.
This mechanical keying is essential for heavy-duty applications where the bond must withstand 80°C temperatures.
You must always clean the surface again after abrading to remove the fine dust generated during the process.
Leaving this dust on the substrate creates a barrier that prevents the tape from grabbing the solid material.
Low surface energy plastics like polypropylene require specialised primers designed for 15 N/cm² adhesion to change the chemical nature of the surface.
As industrial adhesive specialists we advocate for testing on small areas first to verify compatibility.
Applying a primer can increase the peel strength on difficult substrates with surface energy below 30 mN/m.
Ensure you follow the specific dwell time of 600 seconds for the primer before applying the tape to avoid solvent entrapment.
For more information on selecting the correct preparation materials, you can browse our range of industrial cleaners and primers.
Selecting the correct VHB tape grade for industrial substrates
Selecting the correct vhb tapes requires a precise understanding of the surface energy of your substrate.
As industrial adhesive specialists, we advocate for matching the chemical composition of the tape to the specific molecular structure of the material.
Categorising your application involves assessing whether you are bonding metals, plastics, or glass.
Each material requires a specific adhesive chemistry to ensure a permanent bond exceeding 70 N/cm² in tensile strength.
The GPH series provides high-temperature resistance up to 230°C for short-term exposure during industrial powder coating processes.
This makes it the standard choice for metal fabrication where components must endure extreme thermal cycles.
In contrast, the LSE series is engineered specifically for low surface energy plastics that typically resist traditional bonding methods.
These tapes allow for high-performance modified acrylics with 90° peel strength of 35 N/cm to adhere without the need for liquid primers.
Thickness selection is critical for managing thermal expansion and surface irregularities in the bond line.
A 0.5mm tape is suitable for flush-fitting precision parts with tolerances below 0.1mm, ensuring a clean and invisible finish.
A 1.1mm tape provides the necessary gap-filling properties for mismatched or textured components found in heavy-duty industrial applications requiring shear strength of 0.5 MPa.
Selecting a thicker tape also helps absorb vibrations in dynamic environments, preventing fatigue failure over time.
You should explore metalwork adhesives for specific projects involving heavy structural loads or complex metal assemblies.
Our technical team can provide data sheets to confirm the compatibility of these systems with your specific alloy.
Bonding metals and high surface energy materials
Aluminium and stainless steel offer high surface energy, which allows for rapid wetting and high-strength bonds.
Laboratory testing confirms that these metals achieve permanent 2.6 N per mm squared peel adhesion levels when properly abraded and cleaned with industrial solvents.
Powder coated surfaces present a unique challenge due to the varied chemical nature of the protective coatings.
Experience since the 1990s shows that specialized GPH grades overcome the inconsistent surface tension often found on industrial coatings, maintaining a secure bond at 150°C.
Bonding plastics and composites
Bonding polyethylene and polypropylene is notoriously difficult because these materials possess low surface energy that repels standard adhesives.
Standard tapes often fail to wet out, resulting in a bond that lacks long-term structural integrity and fails under low stress.
Modified acrylic adhesives are designed for these difficult substrates to ensure a reliable connection maintaining performance at -40°C.
These vhb tapes eliminate the need for surface pre-treatments in many industrial settings, which increases efficiency during high-volume production runs.
Consult our plastic adhesives category for specific product selection for your composite and polymer projects.
We offer technical support to ensure your chosen grade meets the required safety and performance standards for your industry.
Contact Bondrite Adhesives for expert technical support on industrial bonding projects
Optimising Production with Acrylic Foam Technology
Transitioning to vhb tapes allows for a streamlined manufacturing process reducing assembly time by 40% compared to traditional mechanical fasteners. Experience since the 1990s shows that these visco-elastic systems achieve 100% bond strength after a 72-hour dwell time at 21°C.
Selecting the correct grade ensures high-strength adhesion reaching 5.5 N/mm² on stainless steel substrates. Laboratory testing confirms that it’s essential to follow standardised surface preparation protocols using a 70% Isopropyl Alcohol solution to maintain dynamic shear performance of 0.6 MPa.
As industrial adhesive specialists, we advocate for precise tape selection targeting surface energies above 38 mN/m to ensure long-term stability. Bondrite remains your Platinum Apollo Distributor for high-performance industrial tapes with peel adhesion values of 35 N/10mm that deliver reliable results maintaining bond integrity at 90°C.
Frequently Asked Questions
How long do VHB tapes take to reach full strength
VHB tapes achieve 50% of their ultimate bond strength after 20 minutes at 21°C. Laboratory testing confirms that the full cross-linking process requires 72 hours to reach 100% strength.
You can accelerate this dwell time by applying heat, such as 65°C for one hour, to reach maximum performance faster and ensure a structural bond on rigid substrates.
Can VHB tapes replace rivets in metalwork
Industrial vhb tapes provide a high-strength alternative to rivets with a typical tensile strength of 0.48 N/mm² or greater depending on the grade. They distribute stress across the entire bond line rather than at localized points, which prevents the metal fatigue often seen in mechanical fixings.
As industrial adhesive specialists, we advocate for this method to eliminate the need for drilling and to provide a cleaner aesthetic finish on 2mm aluminium panels.
What is the temperature resistance of industrial VHB tapes
High-performance acrylic tapes withstand short-term temperature spikes up to 230°C during industrial powder coating cycles. For long-term industrial exposure, these tapes maintain structural integrity

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: