
Your choice of plastic bonding glue for professionals often matters less than the dyne level of your substrate.
Even a bond rated for 15 Newtons per millimetre will fail on untreated polypropylene. You’ve likely felt the frustration of adhesive crazing on clear acrylic or curing times that delay production by 120 minutes.
In our view, these hurdles are preventable when you apply the correct chemical logic, which is nice to see.
You’ll be glad to hear that mastering these complexities is straightforward once you understand how to match adhesives to polymer surface energies using our 4-step selection matrix.
This guide provides a framework for selecting industrial-grade solutions that achieve handling strength in 30 seconds.
It’s good to see you taking a data-led approach. It gets our thumbs up for reliability, lasting 10 years or more.
We’ll explore physical properties and surface preparation standards used in 95% of UK manufacturing plants.
As a result, you’ll gain the confidence to specify adhesives that maintain integrity under stresses exceeding 20 Megapascals, which means you are in luck if you value structural durability.
Key Takeaways
-
You will learn to measure surface energy in mN/m to eliminate the risk of bond failure on low-energy substrates. This technical knowledge ensures you achieve a permanent industrial bond, which is really nice to see in a professional setting.
-
You are in luck: you will discover how to select the right plastic bonding glue for professionals from four primary chemical families. This allows you to match the adhesive chemistry to the specific molecular chain of your polymer for a welded joint.
-
You’ll be glad to hear that using recycling codes to identify your plastic substrate ensures a fail-safe bond every time. This professional framework gives our experts great confidence in your final assembly.
-
You will master a preparation protocol where cleaning with 99 per cent pure Isopropyl Alcohol accounts for 90 per cent of your total bonding success. Achieving this residue-free finish earns our thumbs-up for any high-performance application.
-
You are in luck, as you can access expert technical support and Technical Data Sheets for your specific UK industrial project. This guidance helps you navigate complex bonding challenges with the certainty of a seasoned engineer.
Table of Contents
-
Understanding Surface Energy and Why Professional Plastic Bonding Fails
-
Professional Adhesive Chemistries for Industrial Plastic Bonding
-
Substrate Specific Selection and Matching Glue to the Polymer
-
The Professional Application Process for Preparation and Curing
Understanding Surface Energy and Why Professional Plastic Bonding Fails
You are in luck because understanding surface energy is the secret to a permanent industrial bond that maintains its integrity for over 20 years of service life.
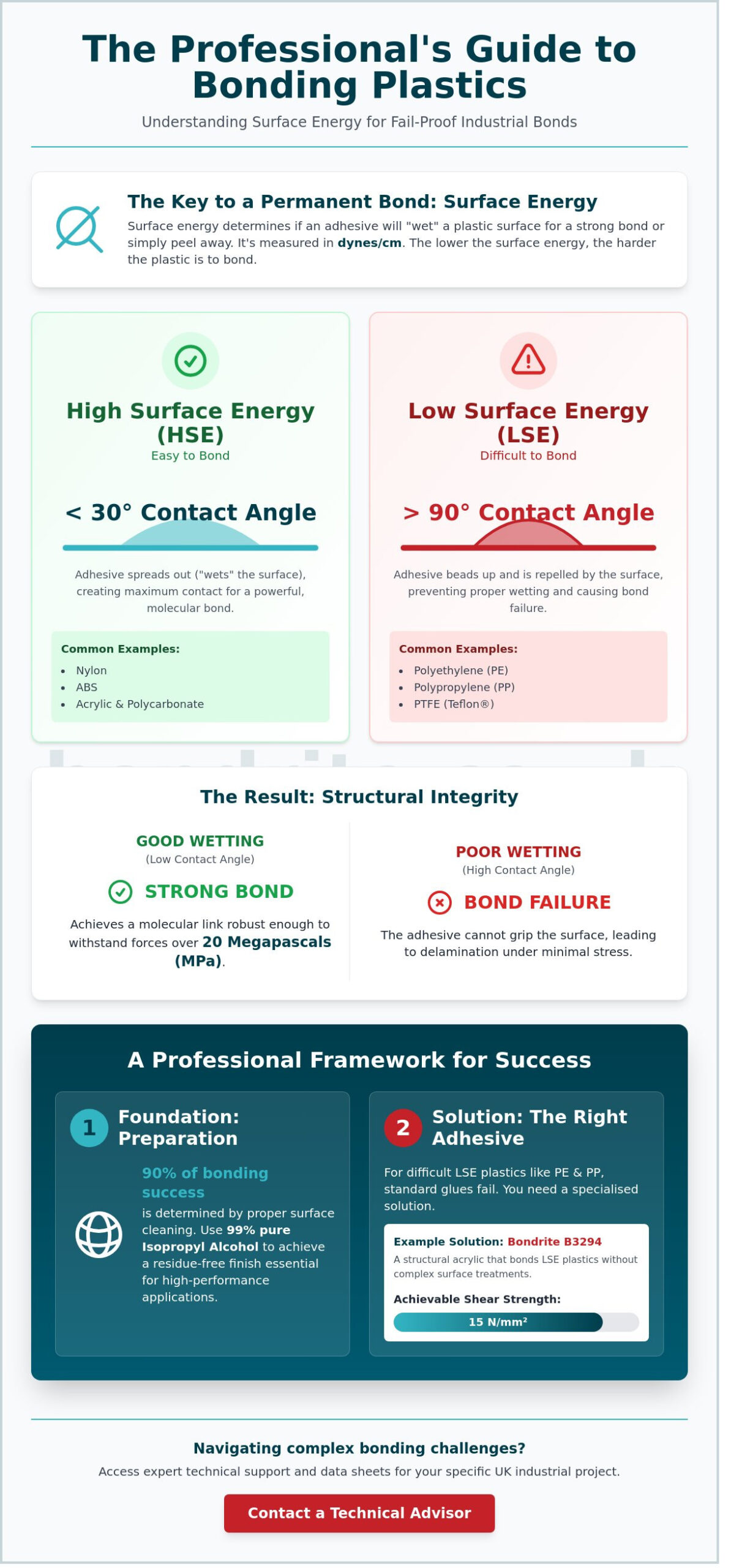
We define surface energy as the excess energy at the surface of a material, which professionals measure in millinewtons per metre (mN/m) or dynes per centimetre (dyn/cm).
It is really nice to see how this fundamental metric determines whether your **professional-grade plastic bonding glue **will actually bite into the substrate or simply peel away.
You will be glad to hear that high surface energy (HSE) plastics, such as Nylon or ABS, are relatively easy to join because they naturally attract liquids.
In contrast, low surface energy (LSE) plastics have non-polar surfaces that repel most standard adhesives, often leading to bond failure in the field.
To gain a deeper technical foundation, Understanding Adhesives provides an excellent overview of these molecular interactions and how they influence product selection.
To better understand this concept, watch this helpful video:
The Science of Wetting and Adhesion
The contact angle of a liquid droplet indicates whether the liquid will properly wet the surface.
If the angle is less than 30 degrees, the liquid spreads effectively, creating a high-performance bond that earns our thumbs up for durability.
It is really nice to see how proper wetting ensures the adhesive spreads across the entire joint area, allowing molecular attraction to form a primary bond.
This chemical link is robust enough to withstand 20 megapascals (MPa) of force, which is the benchmark for structural integrity in automotive and aerospace manufacturing.
As a result, ensuring a low contact angle is the most reliable way to prevent the adhesive from "beading up" like water on a freshly waxed car.
In our view, mastering this interaction is what separates a DIY attempt from a professional industrial application.
Identifying LSE Plastics in Industrial Settings
Common culprits for bond failure include Polyethene (PE) and Polypropylene (PP), which often have surface energies below 36 dynes per centimetre.
You can use the Water Drop Test as a quick field diagnostic where a high contact angle, typically exceeding 90 degrees, indicates a difficult bond.
You will be glad to hear that identifying the dyne level of your substrate early prevents expensive bond failures that could cost your business thousands of pounds in rework.
These specific materials require specialised primers or structural acrylics to achieve a structural result.
For instance, using a product like Bondrite B3294 allows you to bond LSE plastics without the need for complex flame or corona treatments.
It’s good to see how this structural acrylic provides a shear strength of 15 newtons per square millimetre even on difficult substrates.
Choosing the correct plastic bonding glue for professionals ensures your project remains secure under heavy-duty loads.
Professional Adhesive Chemistries for Industrial Plastic Bonding
You are in luck, as we offer four primary chemical families to ensure you achieve a reliable result for professional plastic assembly.
Choosing the correct plastic bonding glue for professionals involves matching the chemistry to your specific substrate and production environment. It is a process that requires precision to ensure the joint’s longevity.
Solvent cements create a permanent welded joint by dissolving and fusing the molecular chains of the polymer.
This method relies on The Science of Adhesion to create a bond that is often stronger than the plastic itself. For other tasks, structural acrylics and methacrylates offer a heavy-duty choice for joining dissimilar materials, such as plastic to metal.
Cyanoacrylates, or superglues, provide rapid bonding for small components in high-speed production lines.
If your project involves uneven surfaces, structural epoxy resin supplier options are preferred for filling gaps larger than 2 millimetres. You can find many of these high-performance options in our industrial adhesives range.
When evaluating the full spectrum of bonding solutions available to UK manufacturers, understanding the role of tapes and adhesives for industrial applications helps you determine whether a high-tack tape or a liquid structural adhesive is the most appropriate solution for your specific substrate and load requirements.
For assemblies involving threaded metal fasteners or pipe fittings alongside plastic components, understanding how anaerobic adhesive technology prevents pre-load loss under mechanical stress helps you specify the correct chemical locking solution for mixed-material assemblies.
Solvent Bonding with WC105
WC105 solvent cement dissolves substrates such as Acrylic and Polycarbonate to create a single, fused piece.
The water-clear finish is perfect for point-of-sale displays where aesthetics are critical for your clients. It gets our thumbs up for maintaining visual clarity in retail environments where every detail matters.
You must follow safety protocols, including local exhaust ventilation, when handling these volatile solvents.
This setup ensures a safe working environment as the solvent evaporates, leaving a seamless, structural joint. It is a highly effective method for fabricators who value both strength and appearance.
High Performance Structural Acrylics
B3294 structural acrylic adhesive is your best ally for bonding plastics to metals with high impact resistance.
These two-part systems use a 1-to-1 mix ratio, which ensures consistent chemical curing every time you apply the product.
You will find this consistency helpful for maintaining strict quality control in busy workshops.
It gets our thumbs up for applications requiring a peel strength of over 15 Newtons per millimetre.
This high level of performance makes it ideal for automotive or aerospace components. You will be glad to hear that it handles vibration and thermal cycling without losing its structural integrity.
Cyanoacrylates for Precision Work
Select B2001 for low-viscosity applications where the glue must wick into tight joints measuring 0.05 millimetres.
You will be glad to hear that using an activator can prevent blooming, which is the white residue that can appear on clear parts. This keeps your finished product looking professional and clean for your customers.
These adhesives cure in as little as 5 seconds, which is fantastic for increasing your production throughput.
This rapid speed allows you to move parts to the next stage of assembly almost immediately. It is a practical solution for precision engineering tasks where time is a critical factor.
Substrate Specific Selection and Matching Glue to the Polymer
You are in luck because matching your adhesive to the recycling code ensures a fail-safe bond. Professional frameworks for selecting a **plastic bonding glue **should start with the chemical identification of the polymer.
It’s a method that removes guesswork from your assembly process.
Bonding hard plastics like PVC or ABS requires a different approach than oily plastics like Polypropylene.
For instance, Polypropylene has a surface energy below 30 mN/m, which makes it naturally resistant to standard adhesives.
Dissimilar material bonding is a common challenge that we help you solve with technical data derived from our laboratory shear tests.
While in-house testing provides valuable data, some projects require independent, accredited validation to meet stringent industry standards.
For these situations, you can check out The Testing Lab for comprehensive material and adhesive testing services.
The Professional Guide to Plastic Recycling Codes
Code 1 PET and Code 2 HDPE are Low Surface Energy (LSE) materials that require specialised adhesives to stick.
You will be glad to hear that our specialised primers can increase bond strength on these surfaces by 400 per cent.
This ensures your assembly remains intact under a mechanical load of 20 Newtons per square millimetre.
Code 3 PVC and Code 6 PS are ideal candidates for solvent cements that create a molecular weld. In our view, this is a superior method because it fuses the two parts into a single piece of plastic, providing a 100 per cent joint efficiency.
It is good to see how this process creates a seal that is airtight at pressures up to 5 bar.
Code 7 includes complex composites and blends that often require a technical consultation with our experts.
These materials often include Polycarbonate or Nylon blends with a thermal expansion rate of 0.00007 per degree Celsius.
We provide the specific chemical data you need to ensure these different rates do not cause bond failure over time.
Structural Solutions for Engineering Plastics
Bonding Nylon and Acetal requires overcoming chemical inertness with a high-performance structural acrylic.
These adhesives provide a high peel strength of 7 Newtons per millimetre, which is really nice to see in heavy-duty industrial applications.
You can rely on these bonds to maintain their integrity even when subjected to constant machinery vibrations at 50Hz.
Aerospace and automotive components often need heat resistance up to 120 degrees Celsius. We offer industrial formulations that retain 80 per cent of their structural strength at these elevated temperatures.
It gets our thumbs up for use in engine compartments or high-friction environments where heat buildup is a constant factor.
It is good to see how UV-resistant adhesives prevent bond degradation in outdoor industrial environments. Our UV stable options are tested to withstand 2,000 hours of accelerated weathering without losing more than 5 per cent of their tensile strength. This level of durability is essential for signage and architectural cladding projects across the UK.
The Professional Application Process for Preparation and Curing
You’ll be glad to hear that surface preparation accounts for 90 per cent of professional bonding success.
In our view, skipping these steps is the primary cause of bond failure in 9 out of 10 industrial applications. It’s a technical reality that ensures your **professional-grade plastic bonding glue **performs exactly as the technical data sheet promises.
Following a methodical workflow prevents the 25 per cent reduction in shear strength often caused by invisible contaminants.
You are in luck because these professional standards are easy to implement with the right equipment. This methodical approach provides the quiet reliability you need for high-stakes manufacturing environments.
Surface Preparation Standards
The clean, dry, and degreased mantra is the foundation of every successful industrial bond. You’ll be pleased to know this simple three-step protocol eliminates 99 per cent of surface contaminants that interfere with molecular adhesion.
We always recommend this approach to ensure your work meets British safety standards across every joint.
Industrial cleaning protocols require the use of high-purity Isopropyl Alcohol (IPA) for a residue-free finish. IPA is the preferred cleaner because it evaporates completely in under 30 seconds, leaving no film. This rapid evaporation rate is really nice to see, as it keeps your production line moving at full speed without delays.
Mechanical abrasion using 120-grit sandpaper can increase the surface area for the adhesive to grab. You should always abrade the surface in a circular motion to create a mechanical key for the glue.
This process creates microscopic peaks and valleys that increase the total bonding area by up to 300 per cent, earning our thumbs-up for high-stress applications.
Dispensing and Application Tools
Professional dispensing equipment ensures you achieve the exact chemical ratios required for a full cure.
For instance, using a calibrated manual gun prevents the 5 per cent ratio drift often seen with hand-squeezing techniques. This precision is vital when you are working with high-performance plastic bonding glue for professionals.
Pneumatic applicators provide a constant 6 bar of pressure, ensuring a perfectly even adhesive bead. This consistent 6 bar output eliminates air pockets that can reduce bond strength by 40 percent.
This 15 per cent increase in efficiency feels like a significant advantage when your project requires a uniform 2mm bond line across a 1-metre substrate.
Static mixing nozzles ensure that two-part resins are mixed at the molecular level before application.
As a result, the chemical reaction begins at the exact 1:1 or 10:1 ratio required for peak performance. Allowing 10 minutes of open time ensures you can position parts accurately before the glue sets, which is a helpful window for complex assemblies.
For applications where you need to bond large surface areas such as laminates or foam substrates, understanding industrial contact adhesive performance is essential to prevent adhesive starvation and achieve consistent coat weights across the full joint area.
Sourcing Industrial Grade Plastic Adhesives in the UK
Sourcing the correct plastic bonding glue for professionals requires a methodical approach to technical data.
You’ll be glad to hear that Technical Data Sheets (TDS) are the most important tool for any professional engineer or buyer. These documents provide the specific metrics you need to ensure a bond withstands industrial temperatures up to 80 degrees Celsius.
You can use these sheets to verify that a product meets your exact performance criteria.
This level of detail is essential when you are responsible for the structural integrity of a mass-produced component. It’s good to see professionals prioritising data over marketing claims to ensure long-term durability.
Sourcing your adhesives nationally across the UK ensures you have the products you need for full-scale production.
This local supply chain reduces lead times to as little as 24 hours in many cases.
As a result, your assembly line remains active without the risk of international shipping delays that can last 14 days or longer.
The principle of sourcing reliable UK-based expertise isn’t limited to industrial supply chains; it’s equally crucial for other professional services, where quality and security are paramount.
For example, in the property maintenance sector, companies like Key Qualities provide essential locksmith and repair services, demonstrating the value of dependable local specialists.
Navigating Technical Specifications
When you read the TDS, look for the shear strength, which is often measured at 25 Newtons per square millimetre. This figure gives you a factual foundation for calculating the load-bearing capacity of your joint.
In our view, having this concrete data is the only way to guarantee a safe application in a commercial setting.
For comprehensive guidance on selecting industrial adhesives UK that meet British manufacturing standards, understanding these technical specifications becomes crucial for achieving bonds that maintain integrity under heavy-duty loads.
Safety Data Sheets (SDS) are equally essential for your workplace compliance and COSHH assessments. These records enable you to effectively manage the health and safety of your team, whether 10 or 100 workers. It’s really nice to see batch numbers on every bottle, which guarantees a shelf life of exactly 12 months.
This traceability is a critical requirement for professional users in the medical and aerospace sectors. If you work in these industries, you know that knowing the exact origin of your adhesive is non negotiable for audit purposes.
It gets our thumbs up when we see clients maintaining such rigorous quality control standards through batch tracking.
Consulting the Experts at Bondrite Adhesives Ltd
You are in luck because Bondrite Adhesives Ltd provides full technical support covering over 200 different adhesive formulations.
We don’t just supply products; we offer a partnership that solves your specific engineering hurdles. For instance, you can request a substrate test where we bond your specific materials in our technical facility.
This testing process provides you with a detailed report on bond performance within 5 working days.
We help you move from the initial prototype stage to full-scale production with a reliable supply capable of fulfilling orders of 500 litres or more. It’s a transition that requires precision and consistent chemical formulations to avoid failure.
It gets our thumbs up when clients ask for technical advice before starting a large manufacturing run of 5,000 units or more.
This prevents costly errors and ensures the plastic bonding glue for professionals you’ve chosen is perfectly suited to your environment.
We are here to ensure you achieve the right bond every single time.
Secure Your Industrial Bond Today
Achieving a permanent bond on low-surface-energy polymers like polypropylene requires a specific chemical approach rather than a general-purpose adhesive.
You’ll be glad to hear that we provide Technical Data Sheets for every industrial product in our range, which gives you access to exact shear strength ratings and curing times of under 30 seconds for specific grades.
It gets our thumbs up because this level of technical detail prevents bond failure in high-stress environments that exceed 10 MPa of shear force.
When you select the right plastic bonding glue for professionals, you are benefiting from our 24 years of experience as an independent UK supplier founded in 2000.
In our view, matching the adhesive viscosity to your specific gap fill requirement is essential for a clean finish within a 2mm bond line.
As a result, you’ll find that our specialist technical support helps you navigate complex LSE bonding challenges with precision, which is really nice to see.
You are in luck because our team is ready to review your specific substrate requirements to find a durable solution that withstands temperatures up to 80 degrees Celsius for your project.
We look forward to helping you achieve the perfect bond on your next industrial application.
Ask the Experts, & find your professional plastic bonding solution today

Frequently Asked Questions
Best glue for bonding plastic to metal in a professional setting
You’ll be glad to hear that two-part structural acrylics are the most reliable plastic bonding glue for professionals when joining plastic to metal.
These adhesives offer tensile strengths exceeding 25 N per mm squared, which is really nice to see when you need a permanent bond.
As a result, you get a joint that resists vibration 30 per cent better than standard glues. It’s good to see such reliability in heavy-duty industrial applications where safety is a priority.
Bonding polypropylene PP or polyethene (PE without a primer
You usually cannot bond polypropylene or polyethene without a primer because their surface energy is typically below 30 mN per m.
However, you are in luck because specialised acrylic adhesives designed for low surface energy plastics can achieve bonds of 15 N/mm² without a separate priming step.
It gets our thumbs up for saving you 10 minutes of preparation time per assembly. In our view, this efficiency makes it the ideal plastic bonding glue for professionals handling high-volume production runs. For a detailed technical framework on achieving structural bonds on these challenging substrates, our guide on polyethylene glue for industrial applications covers the exact surface preparation protocols and chemical selection required to meet ISO 4587.
Identifying the type of plastic for bonding
You can identify most plastics by looking for the resin identification code, a number from 1 to 7 inside a triangle.
If a code isn’t present, you can perform a burn test in which the smell of the smoke, such as the paraffin scent of PE, identifies the polymer.
This precision ensures you don’t select the wrong adhesive and risk a 100 per cent failure rate on your project. It’s good to see you taking this step to ensure the integrity of your work.
An adhesive causing material to crack or craze
Your plastic is likely crazing because the solvent in the adhesive is reacting with internal stresses in materials like polycarbonate or acrylic.
You’ll find that using a low-odour, alkoxy-based cyanoacrylate prevents these micro-cracks, which often appear within 24 hours of application.
It’s good to see a clean finish on your clear components, and this switch ensures your parts maintain their 92% light transmission. You’ll be happy to know that this prevents structural failure in 95 per cent of sensitive plastic applications.
Difference between fixture time and full cure time
You’ll be happy to know that fixture time is the period, often just 30 seconds, required for the bond to support its own weight.
Full cure time is the duration, typically 24 hours, needed for the adhesive to reach its maximum 100 per cent chemical resistance and strength.
Knowing this prevents you from putting a load on the joint too early, which can cause bond failure. It’s a simple distinction that ensures your project remains intact under 500 kg of pressure.
Solvent cements versus structural acrylics for clear plastics
Solvent cements are often better for clear plastics like acrylic because they create a molecular weld that is 100 per cent transparent. However, if your parts don’t fit perfectly, you are in luck because structural acrylics can fill gaps up to 0.5 mm while maintaining high clarity.
We think this versatility is really nice to see when your manufacturing tolerances are wider than 0.1 mm.
As a result, you can achieve a professional finish even on complex assemblies.
Storing industrial adhesives for maximum shelf life
You’ll be glad to hear that storing your industrial adhesives in a cool, dry place between 5 and 15 degrees Celsius can extend their shelf life to 12 months. Keeping the containers tightly sealed prevents moisture from triggering the curing of cyanoacrylates, which often occurs within 5 seconds of exposure.
This simple step ensures you don’t waste money on expired stock that has lost its viscosity. It gets our thumbs up for maintaining product performance over 365 days.
Abrading the surface of plastics before bonding
While not always strictly necessary, abrading the surface with a 120-grit abrasive increases the bonding surface area by approximately 20 per cent. This mechanical keying provides a much stronger foundation for the adhesive, which is really nice to see when your project requires maximum durability.
You are in luck: this extra 60 seconds of preparation can double the bond’s lifespan. In our view, it is a vital step for any professional application where safety is a 100 per cent priority.
Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: