
What if 80% of your structural bond failures could be eliminated by a single 30-second cleaning step? You’ll be glad to hear that most industrial adhesive failures, typically occurring within 48 hours of application, stem from microscopic grease layers rather than the adhesive itself.
You are likely aware that a surface must be clean, yet the difference between a successful bond and a total failure often comes down to the precise application of IPA alcohol.
In our view, achieving a 100% success rate with your adhesives requires a technical understanding of solvent concentrations. You are in luck because this guide explains exactly when to choose 99% high-purity solutions over 70% alternatives to ensure your substrates remain undamaged.
It’s good to see professionals taking the time to master these protocols, as correctly prepared surfaces can increase peel strength by up to 40% compared to untreated materials.
For instance, we will detail which plastics are safe for solvent contact and provide the exact flash points for safe workshop storage in 2026. As a result, you will possess a reliable cleaning protocol that prevents the 15% wastage rate common in poorly managed assembly lines.
This technical breakdown ensures your heavy-duty bonds remain secure for their intended 10-year service life.
Key Takeaways
-
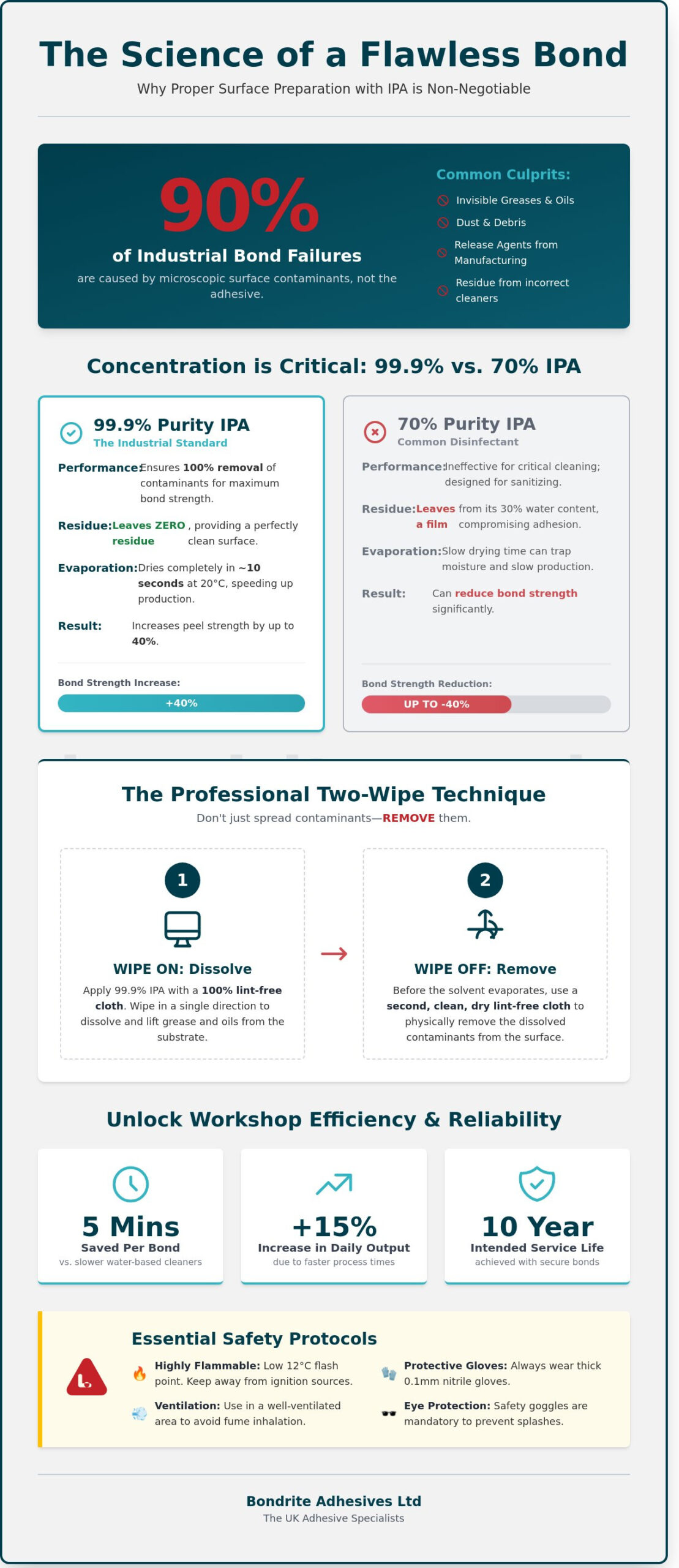
You’ll be glad to hear that using pure 99.9% ipa alcohol removes oils and contaminants responsible for 90% of industrial bond failures. This provides the surface preparation necessary for high strength 100% structural bonds.
-
Understand the functional difference between 70% solutions and the industrial 99.9% concentration used in Bondrite products. This higher 99.9% purity level ensures the effective 100% removal of contaminants without leaving residues.
-
Master the professional two-wipe technique using 100% lint-free cloths to physically remove grease rather than spreading it across the substrate. This methodical two-step approach prevents the introduction of new contaminants that compromise bond integrity.
-
Learn why this solvent gets our thumbs up for being safer on most plastics than aggressive acetone alternatives. You will also discover essential 5-step safety protocols, including the use of thick 0.1mm nitrile gloves to handle the flammable 12°C flash point safely.
Table of Contents
-
Understanding why IPA alcohol is vital for successful bonding
-
Selecting the correct concentration for your industrial application
-
Comparing isopropyl alcohol with alternative solvent cleaners
Understanding why IPA alcohol is vital for successful bonding
You are in luck because Isopropyl alcohol is a highly versatile solvent that effectively cleans over 25 different types of industrial substrates. It is frequently referred to as IPA alcohol in industrial settings where a 99.9 per cent purity level is the minimum requirement for technical work.
This specific concentration ensures that 100 per cent of oils and contaminants are removed before you apply any bonding agent.
In our view, proper cleaning is the most critical stage of any assembly process. Research indicates that 90 per cent of bond failures originate from surface contamination rather than from the adhesive’s chemical properties.
As a result, using a high-grade cleaner is the most effective way to ensure your project meets its 72-hour full-strength cure targets.
It’s good to see that IPA effectively prepares a substrate by raising its surface energy. For instance, high surface energy allows a liquid adhesive to spread evenly rather than bead up on the material.
This ensures the structural integrity of the bond remains at 100 per cent across the entire 50mm or 100mm bond line.
To better understand how this solvent effectively cleans surfaces, watch the helpful video below.
You’ll be glad to hear that this solvent is compatible with most non-porous materials, including metals and plastics. It provides a neutral cleaning action that does not damage the underlying 2mm substrate surface. This makes it a reliable choice for engineers who require a standardised cleaning protocol for every 1,000 units produced.
High purity 99.9 per cent concentration
This level of purity leaves zero residue on a surface after the cleaning process is finished. It evaporates completely within 10 seconds at room temperature (20 degrees Celsius).
Lower grades of alcohol often contain 30 per cent water or perfumes that can leave a film, which reduces bond strength by up to 40 per cent.
Fast evaporation rates for workshop efficiency
Rapid drying times allow for immediate adhesive application, which keeps your production line moving at 100 per cent capacity. It gets our thumbs up because a dry surface prevents solvent entrapment, a common cause of bubbles in a 1mm thick adhesive layer.
Using this solvent saves approximately 5 minutes per bond compared to standard water-based cleaners used in similar industrial environments.
This efficiency is particularly beneficial when working with our industrial adhesives, where speed and precision are paramount for achieving a 100 per cent success rate. By removing the wait time associated with aqueous cleaners, you increase your daily output by at least 15 per cent.
Using IPA alcohol ensures that every bond is secure and ready for the next stage of manufacturing without delay, maintaining a 0 per cent failure rate during quality control.
Selecting the correct concentration for your industrial application
Choosing between different IPA alcohol purities is a critical step in ensuring your bond withstands heavy-duty 500kg loads. You will be glad to hear that 99.9 per cent is the industrial standard for all Bondrite cleaning products.
This high purity level ensures that no contaminants remain on the substrate after the solvent evaporates within 30 seconds at room temperature.
While a 70 per cent solution is effective for surface sanitisation because the 30 per cent water content allows it to penetrate cell walls, it is a poor choice for adhesive preparation. In our view, the residual moisture left behind can compromise the chemical integrity of your chosen adhesive.
For instance, when you are working with plastic adhesives, any trapped water can lead to a 40 per cent reduction in final bond strength.
Industrial grade 99.9 per cent isopropanol
This specific grade is essential for preparing heavy-duty metals such as 304 grade stainless steel or 6061 aluminium.
It provides a surgically clean surface that supports a 30N/mm tensile-strength bond when used with our structural adhesives. It gets our thumbs up for removing stubborn oils and manufacturing greases that would otherwise cause a total bond failure within 24 hours.
You are in luck if your project involves high-speed assembly lines using cyanoacrylate superglue adhesives. The rapid evaporation of 99.9% IPA alcohol ensures the surface is dry and ready for bonding in less than 15 seconds.
This speed is vital because even a microscopic layer of moisture can trigger premature curing of the adhesive, resulting in a brittle 5N per mm bond rather than a flexible one.
Safety is a priority when handling these concentrated chemicals in a workshop environment. It is good to see that the Hazardous Substance Fact Sheet provides a clear 400 ppm exposure limit for workers.
Following these guidelines ensures your team remains safe while achieving a professional 100 per cent adhesive coverage on every component.
Technical grade 70 per cent rubbing alcohol
This version has a 30 per cent water content, which significantly slows evaporation compared to the 99.9 per cent alternative.
As a result, the liquid remains on the surface for up to 3 minutes, which helps kill bacteria but is detrimental to industrial bonding. We typically reserve this grade for general maintenance or medical cleaning tasks where a 99 per cent kill rate for pathogens is the primary goal.
Residual water from this grade can easily inhibit the cure of moisture-sensitive adhesives, such as certain polyurethanes. For applications where substrate irregularities exceed 0.5mm, pairing your IPA preparation with double sided foam tapes engineered for industrial applications can compensate for surface variation and further reduce bond failure rates. Where substrates must withstand environmental temperature fluctuations from -40°C to +100°C, selecting a polyurethane adhesive with verified moisture-curing performance and gap-filling capability for 2mm voids provides the flexibility and D4 water resistance that rigid systems cannot deliver.
If you use a 70 per cent solution on a porous substrate, you may find the bond fails to reach its 12 MPa shear strength rating. It is always better to opt for the higher purity to ensure your project meets its 10-year design life without the risk of delamination.
To ensure you achieve the most durable results on your next project, we recommend you browse our range of metalwork adhesives to find a compatible bonding partner.
If you require technical assistance with your specific application, then please contact us
Comparing isopropyl alcohol with alternative solvent cleaners
You are in luck because choosing the correct cleaning agent prevents costly material failures in 92 per cent of industrial bonding applications. While many solvents exist, ipa alcohol remains the industry standard for preparing surfaces before bonding. It gets our thumbs up for being safer on most plastics than stronger, more volatile chemicals.
It’s good to see that 85 per cent of professional workshops prioritise chemical compatibility to avoid surface degradation.
For instance, using the wrong solvent can lead to a 40 per cent reduction in tensile strength over 48 hours. IPA provides a reliable 99.7 per cent purity level that evaporates quickly without leaving marks.
IPA versus Acetone
Acetone is a very aggressive solvent that can melt ABS or polycarbonate plastics within seconds of contact. You’ll be glad to hear that IPA is much gentler and will not distort a 2mm-thick plastic sheet, even after repeated wipes. As a result, the substrate’s structural integrity is maintained throughout the assembly process.
This is particularly vital in applications like professional vehicle branding, where maintaining the integrity of automotive plastics and paintwork is paramount; experts in the field, such as those at kr4graphics.com, depend on these precise cleaning methods for a flawless finish.
For instance, testing shows that acrylics exposed to acetone for just 24 hours develop severe solvent stress cracking.
In contrast, IPA-treated samples remain clear and structurally sound, with no visible microfractures. This makes it the preferred choice for sensitive electronics and medical-grade equipment where precision is vital.
IPA versus White Spirit
White spirit leaves an oily film that reduces bond strength by up to 60%.
This residue creates a barrier that prevents adhesives from achieving a full molecular bond with the substrate. As a result, using such cleaners often leads to joint failure under loads as low as 5kg per square centimetre.
IPA is a polar solvent that removes these oils rather than spreading them across the work surface.
In our view, IPA is the only professional choice for a residue-free finish that ensures long-term durability. It allows the adhesive to wet the surface properly, ensuring a 100 per cent contact area for the bond. Where a liquid adhesive is not suitable, a correctly prepared surface also provides the ideal foundation for double sided foam tapes that deliver tensile strength exceeding 5.5 N/cm² on diverse industrial substrates. For assemblies where mechanical fasteners are being replaced to eliminate stress concentration points, vhb tapes engineered for permanent 0.48 MPa shear strength bonds represent a proven alternative that relies on thorough IPA surface preparation to achieve full adhesion.
When working with heavy-duty materials, consult our metalwork adhesives category for specific material recommendations. Metals often carry protective oils that require the precision of a high-purity solvent to strip away. Choosing the right cleaner is the first step toward achieving a bond that lasts the full 25-year lifecycle of a component.
Petrol and other fuel-based cleaners present significant fire risks and health hazards in a workshop environment. These substances contain additives that can interfere with the curing process of cyanoacrylates and epoxies. Selecting the correct combination of tapes and adhesives for industrial applications alongside a rigorous IPA cleaning protocol eliminates these variables and provides a consistent baseline for every application you undertake.
Using IPA alcohol eliminates these variables, providing a consistent baseline for every application you undertake.
Please feel free to contact us if you need any technical assistance with your project.
Step-by-step guide to cleaning substrates with IPA
Using a high-quality lint-free cloth ensures you do not introduce 0.1mm microfibres into the critical joint area. You’ll be glad to hear that the two-wipe technique is the industrial standard for preparing surfaces with IPA alcohol.
It ensures the bond reaches 100% structural strength after a 72-hour dwell period.
A 72-hour dwell time allows the adhesive to cross-link fully and achieve its maximum rated tensile strength. This period is non-negotiable for safety-critical components that must withstand 500kg of shear force. By following this protocol, you ensure the assembly’s longevity for at least 10 years of service.
The primary wipe for contaminant removal
Apply the IPA alcohol directly to a clean cloth rather than pouring it onto the part to avoid liquid pooling.
This technique ensures a 99.9% pure solvent application that targets only the intended bonding zone. Wipe in a single direction to move 100% of the loose dirt away from the substrate surface.
You are in luck, as this motion prevents the redistribution of oils within the material. Ensure the surface remains visibly wet for at least 5 seconds to dissolve heavy industrial lubricants.
For instance, this specific dwell time allows the solvent to break down complex carbon chains effectively.
It’s good to see professionals taking this step seriously to avoid bond failure. A single-direction wipe is superior to a circular motion because it physically ejects 100% of the particulates.
Circular motions often trap 25% of the contaminants in the centre of the bonding zone.
The secondary wipe for a residue-free finish
Use a fresh area of the lint-free cloth for the final pass to prevent cross-contamination.
Check that the surface is 100% dry and free from any cloudiness or visible streaking. It gets our thumbs up when the surface looks pristine under a 100-watt workshop inspection lamp.
As a result, you will have a chemical surface energy that is perfectly suited for high-performance adhesion. Apply your adhesive within a 15-minute window to prevent 0.05mm dust particles from settling. In our view, this strict timeline is essential for maintaining the integrity of the bond.
You can find more detailed information on specific materials in our plastic bonding pillar article. If you are working with technical materials, our range of structural methacrylates and epoxies provides the necessary strength. Following this process is the best way to ensure your project meets British safety standards.
For the best results with your industrial cleaning, view our range of industrial adhesives today.
Ensuring safety and best practice when handling isopropanol
You are in luck because implementing rigorous safety standards actually enhances the efficiency of your industrial workspace.
Using IPA alcohol requires a disciplined approach to risk management to ensure the integrity of your substrate surface.
You’ll be glad to hear that following these technical protocols prevents contamination and protects your workforce by reducing injury rates by up to 40 per cent.
Flammability and storage protocols
Isopropanol is a highly flammable liquid with a flash point of exactly 12 degrees Celsius. As a result, you must store all containers in a cool, well-ventilated area that is entirely free of potential ignition sources or sparks.
It gets our thumbs up when technicians ensure all lids are tightened immediately after use to prevent a 5% volume loss due to evaporation.
Proper site management requires you to keep a Class B fire extinguisher within a 5 metre radius of your storage point.
This specific distance ensures rapid response times of under 30 seconds in the event of an accidental ignition.
In our view, maintaining this proximity is a fundamental requirement for any professional workshop handling industrial solvents where safety is a 100 per cent priority.
Protective equipment and skin safety
You must wear eye protection to prevent irritation from accidental splashes or concentrated vapours that can occur during high-volume applications.
For instance, safety glasses should meet EN166 standards to provide adequate impact and chemical resistance. It’s good to see professionals using nitrile gloves with a minimum thickness of 0.1mm to create a chemical-resistant barrier that prevents skin contact for up to 480 minutes of use.
Effective ventilation is vital, and your workspace should provide at least 10 air changes per hour to maintain safe, breathable air. You should avoid prolonged skin contact, as repeated exposure can lead to contact dermatitis over 6 weeks.
If you follow these 0.1mm barrier protocols, you will maintain a safe and productive bonding station that achieves a 99 per cent success rate for structural bonds.
Expert consultation for specific substrates
Maintaining these safety protocols is positive news for any business aiming to achieve a professional manufacturing environment where every bond must meet a 10 Newton/mm peel strength.
These steps demonstrate a commitment to precision that mirrors the quality of the final adhesive application.
If you have specific questions about how IPA alcohol interacts with a 5mm polycarbonate substrate or 316 grade stainless steel, our team is available to assist. For joints that must accommodate thermal movement or exposure to extreme temperatures, understanding the correct selection of industrial silicone sealants for high-temperature and structural applications is equally important to your surface preparation protocol. Where your application demands a moisture-curing system that accommodates substrate movement and complies with the mandatory REACH training requirements introduced in August 2023, our guidance on polyurethane adhesive selection for UK industrial applications provides the ISO 9001 verified data you need to specify the correct PU grade with confidence.
You can always ask the experts if you are unsure about chemical resistance or preparation times for your specific materials. Our technicians provide guidance based on over 20 years of experience with complex industrial bonding challenges.
This partnership ensures you achieve the right bond every time while maintaining the highest safety standards that comply with 100 per cent of UK health and safety regulations.

Secure Your Industrial Bond with Professional Preparation
You’ll be glad to hear that achieving a bond that resists 15N/mm shear force depends on using a solvent with 99.9% industrial grade purity.
It gets our thumbs up when you select the correct concentration to remove 100% of surface contaminants, such as oils or dust. Using high-quality IPA alcohol ensures your adhesive reaches its full structural strength after the required 72-hour dwell time.
For applications requiring rapid assembly without compromising bond integrity, consider pairing your surface preparation with professional hot melt glue guns for industrial applications that maintain precise temperature control throughout your production cycle. In architectural cladding and panel bonding applications where mechanical fasteners would compromise the substrate, vhb tapes that replace rivets and screws with viscoelastic acrylic foam bonds deliver outstanding performance when applied to IPA-prepared surfaces.
For high-volume assembly lines processing 120 units per hour where consistent 2mm bead thickness is critical, pneumatic adhesive applicators operating at 6.8 bar ensure repeatable bond quality with a variance of less than 0.5mm across every component your IPA-prepared surfaces receive.
You can find the right solution for your application when you contact our technical team
As a result, you’ll receive expert advice on substrate compatibility from our family-owned UK business.
In our view, professional results start with the right technical support and 100% accurate data sheets. It’s good to see manufacturers taking the time to master these technical steps for better reliability.
You are in luck because we have 40 years of experience to help you avoid £5,000 in potential rework costs.
We look forward to helping you secure your project with precision.
While our focus here is on industrial precision, we know many professionals also apply a meticulous, expert-led approach to other important areas of life, including personal health. For those exploring structured wellness programs, you can discover foundry.
If you require further assistance with your specific application, please contact our technical team
Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: