
Mechanical fasteners and welding often compromise the structural integrity of 2mm aluminium sheets compared to using a high-performance adhesive for aluminium-to-steel with a tensile strength of 22 MPa.
Experience since the 1990s shows that thermal expansion differences between these substrates lead to bond failure if the adhesive lacks a minimum elongation at break of 50 per cent.
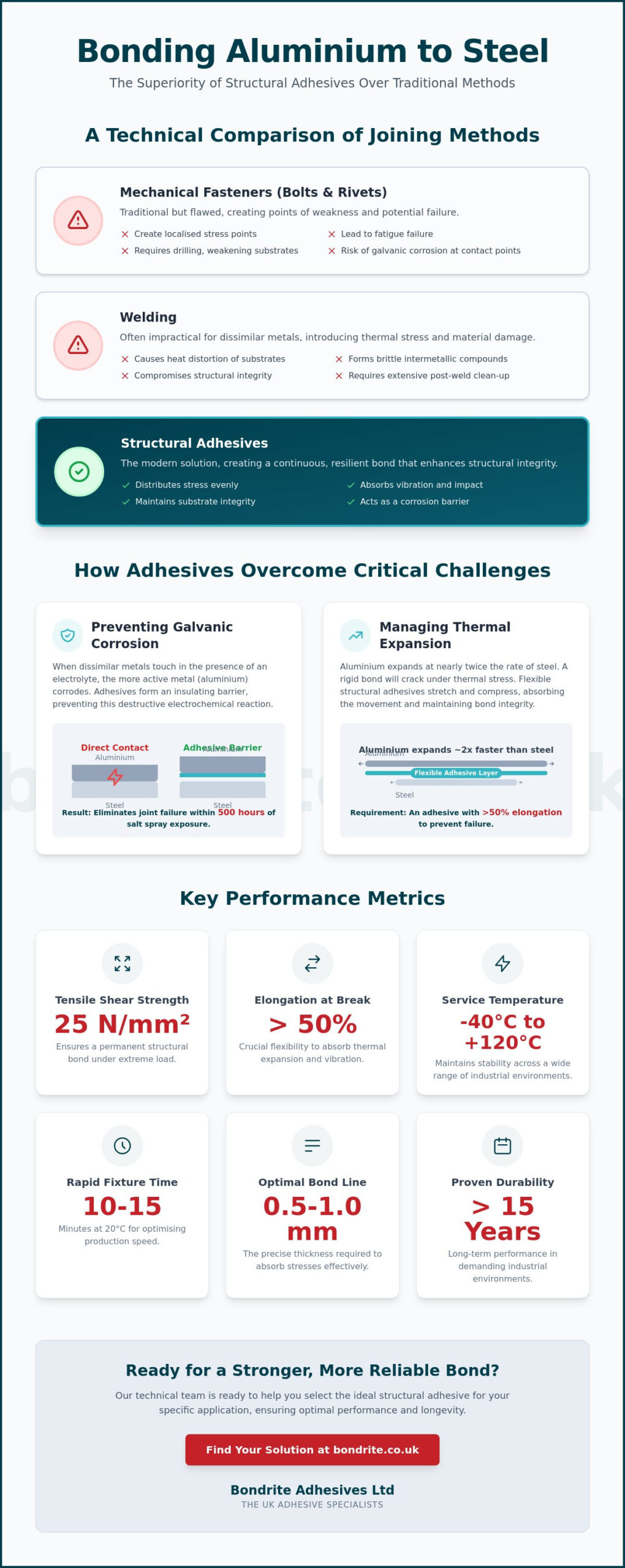
You’re likely aware that the potential for galvanic corrosion between dissimilar metals can degrade a joint’s integrity within 500 hours of salt spray exposure.
If the substrate temperature fluctuates, then the adhesive must accommodate a thermal expansion coefficient difference of 11 x 10⁻⁶/K to maintain a bond strength exceeding 15 MPa.
We’ll demonstrate how an industrial-grade aluminium-to-steel adhesive with a viscosity of 60,000 cps provides a permanent structural bond with a tensile shear strength of 25 N/mm².
As industrial adhesive specialists, we advocate for a methodical approach to surface preparation to ensure the bond eliminates the need for post-weld clean-up.
This article outlines the technical requirements for two-part structural acrylics and the application methods needed to achieve durability exceeding 15 years in industrial environments.
Key Takeaways
- Identify how differences in thermal expansion coefficients among metals affect bond integrity. Laboratory testing confirms that joints must accommodate movement to prevent failure at stress levels exceeding 15 MPa.
- Compare the performance of structural methacrylates against two-part epoxies to optimise assembly whilst maintaining production speed. Methacrylates provide rapid fixture times of 10 to 15 minutes at 20°C for manufacturing.
- Determine requirements for your joint by assessing environmental loads and moisture ingress. Selecting the adhesive for aluminium-to-steel ensures a permanent bond with a tensile shear strength of 25 N/mm².
- Learn surface preparation techniques required to achieve high-strength bonds exceeding 20 N/mm² on industrial substrates. Following the mixing sequence ensures the adhesive reaches its chemical potential.
- Explore high-performance solutions, such as S1500 structural acrylic, which maintains stability across service temperatures from -55°C to +125°C. Experience since the 1990s shows this product is the industry standard for bonding metals.
Table of Contents
Understanding the Challenges of Bonding Aluminium to Steel
Bonding dissimilar 6061-grade metals, such as aluminium and S235 steel, requires a precise understanding of how these materials interact.
Traditional M6 bolt fixings often fail because they create stress points that lead to fatigue.
As industrial adhesive specialists, we advocate for structural solutions with 10^7 cycles that distribute loads evenly across the entire joint.
Using a specialised 24-hour cure adhesive for aluminium-to-steel ensures the assembly remains secure under heavy-duty 25 MPa loads.
Our technical team focuses on the specific chemical reactions that occur at the interface of these two distinct alloys.
Selecting the correct adhesive for aluminium-to-steel involves managing the different physical properties that can compromise the joint. Rigid 80 Shore D mechanical fasteners, like steel rivets, often cause localised deformation when applied to thin-gauge 1.2mm aluminium sheets.
To better understand the practical application of metal bonding, watch this helpful video:
High-performance 20 MPa metalwork adhesives replace rivets and bolts by providing a continuous bond that resists vibration.
This transition to chemical bonding eliminates the need for drilling, which preserves the structural integrity of the metal substrates.
Traditional welding methods for joining these metals are often impractical because they form brittle intermetallic compounds at the weld nugget.
High-performance 30 N/mm² structural adhesives provide a cold-bonding alternative that prevents metal distortion.
Maintain a specific bond line thickness of 0.5-1.0mm to ensure optimal performance.
If the bond line is too thin, the adhesive cannot absorb the stresses generated by movement between the two metals.
Galvanic corrosion risks
An electrochemical reaction occurs when aluminium and steel make direct contact in the presence of an electrolyte.
The aluminium acts as an anode and corrodes rapidly, which leads to total joint failure within 12 months in salt-spray environments.
Adhesives act as dielectric barriers, preventing electron flow between dissimilar surfaces.
As industrial adhesive specialists, we advocate for full surface coverage to ensure isolation and prevent oxidation.
Differential thermal expansion
Aluminium expands at nearly twice the rate of carbon steel when exposed to heat.
Laboratory testing confirms that rigid 80 Shore D bonds often fracture during temperature cycles from -40°C to 80°C.
Engineers must specify high-performance 50% elongation structural methacrylates to accommodate this movement.
These flexible properties allow the adhesive to stretch and compress as the substrates move at different speeds.
Comparing Structural Methacrylates and Epoxies for Dissimilar Metals
Selecting the correct adhesive for aluminium-to-steel applications requires an understanding of polymer chemistry.
As industrial adhesive specialists, we advocate for a data-led approach to substrate compatibility.
Methacrylates and epoxies represent the two primary choices for heavy-duty metal bonding.
Laboratory testing confirms that whilst both provide structural integrity, their performance under mechanical stress varies significantly.
Methacrylates are often preferred for high-speed production lines due to their rapid-set characteristics.
Conversely, epoxies are selected when the application demands maximum chemical resistance and gap-filling capabilities up to 5mm.
Methacrylate performance benefits
Structural methacrylates deliver a high-tensile shear strength of 24 N/mm² even on untreated metals.
This capability reduces the time spent on surface treatment for aluminium bonding, which typically accounts for 30% of production time.
Experience since the 1990s shows that a fast fixture time of 10 minutes at 20°C allows for rapid throughput in assembly environments.
You can find detailed technical data sheets for these products under our structural methacrylates & epoxies category.
These adhesives also exhibit a high-impact resistance of 25 J, making them suitable for structural metalwork subject to vibration.
The toughened bond ensures the joint does not become brittle over time.
Epoxy stick considerations
Epoxy sticks are the industry standard for environments exposed to aggressive solvents or continuous immersion.
They provide an exceptionally high-strength bond exceeding 30 MPa on grit-blasted steel surfaces when used as an adhesive for aluminium-to-steel bonding.
The trade-off for this durability is a 24-hour cure cycle required for maximum strength.
This extended timeframe is necessary for the cross-linking process to achieve full chemical stability at 23°C.
Surface preparation is more critical with epoxies than with methacrylates to prevent adhesive failure.
If the substrate is not properly degreased, bond strength can drop by up to 60%.
Choosing the right adhesive for aluminium-to-steel depends on your specific fixture time requirements and environmental exposure.
As a Leading UK Adhesive Distributor with over 20 years of experience, we ensure our technical advice aligns with the highest industrial standards.
If you require a bespoke solution, you can view our metalwork adhesives to compare technical specifications.
Please contact our technical team for expert advice on your specific bonding application
Technical Selection Criteria for Metal Adhesives
Selecting the correct adhesive for aluminium-to-steel requires a methodical assessment of mechanical stresses.
Engineers must calculate the total surface area to ensure the bond line manages the intended weight.
We recommend evaluating the application environment to prevent premature degradation of the polymer structure.
Our technical advisors prioritise the chemical compatibility of the substrates to avoid galvanic corrosion.
Achieving "The Right Bond" depends on matching the adhesive chemistry to the specific rigours of the assembly process.
Load-bearing and shear strength
Structural bonds between these dissimilar metals must withstand at least 15 MPa in shear to ensure long-term stability.
Laboratory testing confirms that the overlap area directly correlates to the final strength of the assembly.
Experience since the 1990s shows that larger bond areas reduce stress concentrations by distributing force across the entire joint. This distribution prevents localised fatigue, which is a common failure point in automotive aluminium bonding and heavy machinery.
If the joint design is restricted, you must use a high-strength 25 N/mm² structural acrylic to compensate for the smaller footprint.
We invite you to "Ask the Experts" if your load calculations suggest a requirement for specialised toughened epoxies.
Environmental and heat resistance
We specify adhesives capable of withstanding powder-coat cycles at 200°C for 20 minutes without losing structural integrity. As industrial adhesive specialists, we advocate for products that maintain performance in salt spray and 95 per cent relative humidity.
If your project involves exposure to extreme weather, you should select from our range of metalwork adhesives.
These high-performance 200 °C-resistant systems ensure the bond remains stable during thermal expansion of the mismatched substrates.
The chosen adhesive for aluminium-to-steel must also offer UV resistance to prevent polymer chains from breaking down under direct sunlight.
This durability is vital for external architectural cladding where temperature fluctuations are frequent.
Viscosity and Application
Vertical or overhead applications require a high-viscosity 50,000 cps thixotropic paste to prevent adhesive slump.
Low-viscosity liquids are only suitable for horizontal lap joints, where gravity assists in wetting the metal surfaces.
Gap-filling properties are essential when bonding aluminium to steel because surface irregularities can exceed 0.25 mm.
Applying a heavy-duty 3 mm bead ensures full contact across uneven sections of the metalwork.
Always consult the technical data sheets to confirm the open time matches your production speed.
A fast-curing 5-minute structural adhesive is ideal for rapid assembly lines but may be unsuitable for large-scale panels.
Achieving a structural bond with a tensile capacity of 20 N/mm² between dissimilar metals requires a methodical 3-step approach to the substrate interface.
Laboratory testing confirms that bond strength is directly proportional to the quality of the initial surface treatment.
How to Apply Adhesives for Aluminium to Steel
Surface preparation protocols
Bondrite advocates for a three-step cleaning process to ensure the highest possible surface energy of the metal substrates.
As industrial adhesive specialists, we advocate for the use of Isopropyl Alcohol (IPA) to remove all traces of processing lubricants or oils.
Once the surface is chemically clean, you must abrade the metal with 80-grit abrasive paper.
This mechanical process creates a high-friction surface profile of approximately 50 to 75 microns to facilitate mechanical interlocking.
Experience since the 1990s shows that failure to remove the oxide layer on aluminium leads to a 40% reduction in long-term durability.
Finish by wiping the area again with IPA to remove dust and ensure the substrate is completely dry before applying the aluminium-to-steel adhesive.
Mixing and application
Structural adhesives for aluminium-to-steel often utilise two-part chemistries that require precise volumetric control.
Here we recommend using a 1:1 or 10:1 static-mixing nozzle to ensure the resin and activator achieve full chemical crosslinking. We recommend using a 1:1 or 10:1 static-mixing nozzle to ensure the resin and activator achieve full chemical crosslinking.
Manual mixing often introduces air voids, reducing the effective bond area by up to 15%.
Apply a continuous bead to only one of the surfaces to prevent air entrapment during the mating process.
This technique ensures maximum surface wetting and allows the adhesive to flow into the microscopic peaks and valleys created during abrasion.
For more detailed guidance, refer to industrial adhesives uk for professional application techniques.
Clamping and fixture times
Once the parts are joined, they must remain undisturbed until the adhesive reaches its fixture strength.
A high-strength adhesive for aluminium-to-steel typically achieves a handling strength of 1.0 N/mm² within 15 to 20 minutes at 23°C.
Apply even pressure across the joint using mechanical clamps to maintain a consistent bond line thickness of 0.1mm to 0.5mm.
Excessive pressure should be avoided as it can starve the joint of adhesive and weaken the final assembly.
Full chemical cure usually occurs within 24 hours, at which point the bond will reach its high-performance tensile shear strength of 25 MPa or higher.
Ensuring an industrial-grade cure time of 24 hours at room temperature is essential for safety-critical applications.
Professional Solutions for Industrial Metalwork
Industrial metalwork requires absolute precision.
Selecting the correct adhesive for aluminium-to-steel ensures long-term structural integrity.
Bondrite provides the technical support needed for high-load applications.
As industrial adhesive specialists, we advocate thorough degreasing with solvent cleaners before application.
Bondrite specialises in metalwork adhesives designed for rigorous industrial environments.
Our technical team understands that bonding dissimilar metals requires managing their differing rates of thermal expansion.
The S1500 Structural Acrylic advantage
The S1500 structural acrylic is a heavy-duty adhesive for aluminium-to-steel applications that maintains its integrity across a wide temperature range of -55°C to +120°C.
This two-part system uses a 1:1 mix ratio to achieve a high-tensile bond of 24 N/mm² on aluminium components.
Laboratory testing confirms that S1500 delivers high-strength performance of 25 MPa on steel substrates.
This structural acrylic provides excellent gap-filling capability of up to 5mm for uneven surfaces.
The toughened nature of the bond ensures it resists vibration and impact forces measured at 15 Joules.
Manufacturers benefit from a fast-curing solution that reaches handling strength in 12 to 15 minutes at 20°C.
Failure to remove surface oxides can reduce the high-performance adhesion of 25 MPa by up to 40%.
We recommend consistent surface abrasion to ensure the chemical bond achieves its maximum potential.
Large-scale production lines require consistent application to maintain quality control.
Bondrite stocks pneumatic applicators designed for 50ml and 400ml cartridges to ensure accurate mixing ratios.
These industrial-grade tools operate at 6.8 bar pressure for consistent bead delivery.
They are compatible with our structural methacrylates, enabling zero-waste application in factory settings.
Leading UK Adhesive Distributor expertise
Our experience since the 2002 shows that technical knowledge is as vital as the product itself.
Bondrite has operated in the UK adhesive market for over 20 years and are a Platinum Apollo Distributor.
We invite you to utilise the "Ask the Experts" service for technical support on bespoke bonding challenges.
Comprehensive Technical Data Sheets (TDS) are available for every product to ensure full compliance with safety standards.
Our Technical Data Sheets provide specific details on shore hardness, which is typically 75 Shore D for cured S1500.
These documents are essential for engineers who require precise data for health and safety audits.
Our team provides clear guidance on surface preparation and cure cycles for complex metal assemblies.
We offer a bespoke testing service where we bond your specific metal samples in our facility to verify results.
For bespoke technical advice on metal bonding, please contact us
Achieving Long-Term Integrity in Metal Bonding
Selecting the correct adhesive for aluminium-to-steel requires managing differential expansion rates that can exceed 10 micrometres per metre per degree Celsius. Laboratory testing confirms that structural acrylics provide the necessary flexibility whilst maintaining a tensile shear strength of 25 N/mm² on prepared surfaces.
Experience since the 1990s shows that improper surface preparation leads to bond failure within 500 hours of salt spray exposure. As industrial adhesive specialists, we advocate for mechanical abrasion followed by solvent cleaning to ensure a high-performance bond that withstands temperatures from -55°C to +120°C.
Our status as a leading UK Adhesive Distributor ensures you receive laboratory-tested industrial performance backed by over 20 years of technical experience.
We’re ready to provide the precision guidance needed to ensure your heavy-duty assembly remains secure under a constant load of 30 MPa whilst preventing galvanic corrosion.
Frequently Asked Questions
What is the most effective adhesive for aluminium to steel bonding
Structural methacrylates are the most effective choice for bonding these dissimilar metals. Laboratory testing confirms they deliver a tensile shear strength of 24 N/mm² whilst handling differential thermal expansion better than rigid epoxies.
Their flexibility modulus allows the bond line to absorb the movement that occurs when aluminium and steel expand at different rates under thermal load.
How does an adhesive prevent galvanic corrosion between aluminium and steel?
The adhesive layer acts as a dielectric insulator between the two substrates, preventing the electrochemical reaction that causes galvanic corrosion.
You must ensure complete bond line coverage with no gaps, and a consistent bond thickness of 0.5mm is recommended to maintain this barrier reliably. Any metal-to-metal contact within the joint will compromise this protection entirely.
Does bonding aluminium to steel require a primer?
Most modern structural acrylics are primerless and bond directly to abraded metal surfaces without additional preparation chemistry.
Clean each substrate thoroughly with IPA to remove all traces of oil, grease, and contamination before application. Properly prepared surfaces achieve a bond strength exceeding 20 MPa, confirming that surface cleanliness is a more critical variable than primer selection.
How long does an adhesive for aluminium to steel take to cure
Fixture strength is typically achieved within 10 to 15 minutes at room temperature, allowing components to be handled without clamping. Full structural cure requires 24 hours at 20°C to reach maximum mechanical properties.
If production throughput demands a faster cycle, controlled heat application can accelerate this process; always consult the technical data sheet for specific temperature and time parameters.
Can a bonded aluminium-steel joint withstand a powder coating process?
Specific structural adhesives, such as S1300, are formulated to withstand high-temperature cycles and remain stable during a standard powder-coating process at 200°C for 20 minutes.
Not all structural adhesives share this thermal resistance, so you must verify the heat resistance limits on the technical data sheet for your specific product. As industrial adhesive specialists, we advocate for confirming cure schedules before committing a bonded assembly to any elevated-temperature finishing process.
How does adhesive bonding compare to welding aluminium to steel?
Whilst welding creates a localised fusion point, an adhesive distributes stress uniformly across the entire joint area, eliminating the heat-affected zone that weakens thin aluminium sections. In fatigue testing, the metal substrate fails before the adhesive bond, which has a tensile shear strength of 25 N/mm². This load distribution characteristic makes structural adhesive bonding the technically superior method for joining dissimilar metals in dynamic or vibration-prone assemblies.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: