
What if your structural bond could withstand a peel force of 25 N/mm² whilst subjected to continuous industrial vibration?
You likely understand the frustration of using a structural adhesive and seeing standard bonds fail when joining plastics to metals.
As industrial adhesive specialists, we advocate for a methodical approach to prevent bond failure in unheated UK workshops.
You’ll learn the professional application techniques for this structural methacrylate to achieve a permanent bond with a verified peel strength of 25 N/mm².
We’ll outline the precise steps to utilise the 12-minute work window to achieve consistent results in demanding assembly environments.
Experience since the 1990s shows that correct surface preparation is the only way to ensure long-term resistance against moisture and chemical exposure.
Laboratory testing confirms that following these specific protocols reduces assembly time whilst maintaining the structural integrity of the industrial bond.
Key Takeaways
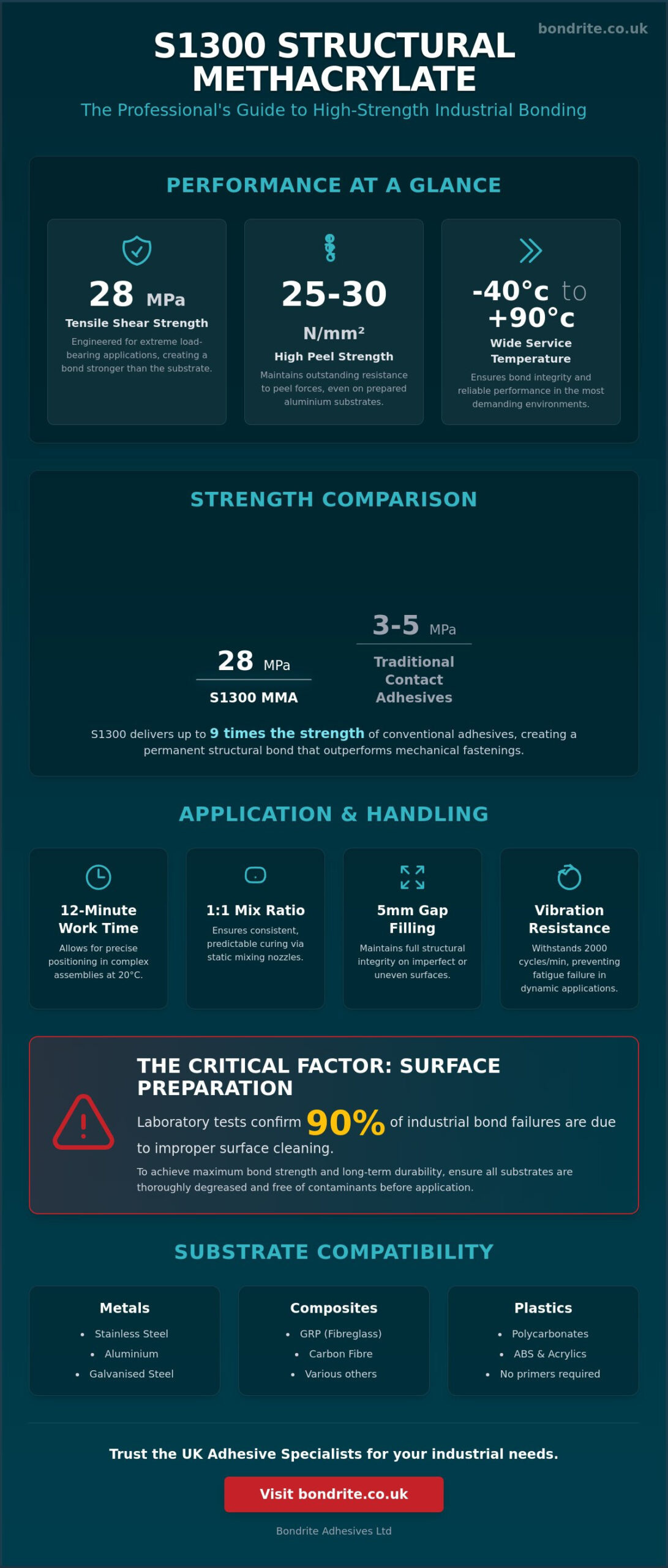
- Understand why S1300 structural methacrylate is preferred for high-performance bonds reaching 28 N/mm² tensile shear strength.
- Learn the professional techniques for applying S1300 high-strength structural adhesive through a static mixing nozzle to achieve a consistent 1:1 ratio.
- Manage complex industrial assemblies by utilising the specific 12-minute work time provided at 20°C.
- Identify the critical cleaning protocols required to prevent the bond failures that laboratory testing confirms account for 90% of industrial issues.
- Ensure high peel strength of 25 to 30 N/mm² on prepared aluminium substrates for heavy-duty 28 MPa applications.
Table of Contents
Understanding S1300 structural methacrylate performance
The S1300 high-strength structural adhesive is not an adhesive in the traditional sense.
It’s a two-part methyl methacrylate (MMA) structural adhesive engineered for industrial bonding applications that demand a tensile shear strength of 28 N/mm².
Where conventional structural adhesive reach their mechanical limit, S1300 begins to perform.
To see high-strength adhesive technology in action before we examine the chemistry behind S1300, watch this practical demonstration of spray adhesive application:
As industrial adhesive specialists, we advocate for MMA technology whenever a structural application requires a bond that outlasts the substrate itself. Laboratory testing confirms that S1300 delivers excellent resistance to moisture ingress and chemical exposure, making it a dependable choice for demanding production environments.
The chemistry of high strength MMA bonds
Understanding methacrylate adhesive performance begins at a molecular level. MMA adhesives cure through a free-radical polymerisation reaction that forms a cross-linked polymer network, creating a chemical bond that routinely exceeds the cohesive strength of the substrate being joined.
S1300 uses a 1:1 mixing ratio by volume, which ensures consistent stoichiometry and predictable cure across temperatures ranging from 5°C to 35°C. This gap-filling capability extends to 5mm without any loss of structural integrity, which is critical when bonding components with imperfect surface contact. Experience since the 1990s shows that MMA adhesives outperform alternatives when bonding polycarbonates and metals without the need for primers, reducing both process steps and material costs.
S1300 vs traditional structural adhesive
Traditional structural adhesives are solvent-based systems that rely on immediate tack at the point of contact. They perform well for flexible substrates and large surface-area applications, but their lap shear strength rarely exceeds 3 to 5 MPa on rigid materials.
S1300 operates as a reactive structural system. Once fully cured, it delivers a permanent bond at 28 MPa tensile shear strength, which is a figure no solvent-based structural adhesive can match on metals or engineering plastics. For a detailed comparison of conventional options, refer to our Professional Guide to Industrial Structural Adhesive Performance.
https://bondrite.co.uk/contact-us/
Technical specifications and material compatibility
S1300 high strength structural adhesive provides a versatile 12-minute work time at 20°C for complex industrial assemblies.
This open time allows technicians to accurately position substrates before the initial grab sets.
Laboratory testing confirms that the adhesive maintains a high peel strength of 25 to 30 N/mm² on prepared aluminium surfaces.
The bond remains stable across a wide temperature range from -40°C to +90°C.
Industrial categories such as automotive and marine manufacturing rely on S1300 for its vibration resistance of 2000 cycles per minute.
This durability prevents fatigue failure in joints exposed to constant engine or hull movement.
We provide this high-performance 3000 cps viscosity adhesive in 50ml and 400ml cartridges.
These formats allow for precise application via manual or pneumatic dispensing guns in high-volume production lines of 500 units per hour.
Metals and composites compatibility
S1300 is ideal for bonding stainless steel, aluminium, and galvanised steel.
As industrial adhesive specialists, we advocate for these Metalwork Adhesives when high-load structural requirements of 25 MPa are required.
Composite materials like GRP and carbon fibre achieve a high-strength bond of 30 N/mm² with this formula.
Experience since the 1990s shows that Surface preparation for adhesive bonding must include degreasing to ensure maximum adhesion.
The adhesive is resistant to common industrial chemicals and salt water.
This makes it a heavy-duty 85 Shore A hardness solution for external metal cladding and marine deck components.
Plastics and polycarbonates
The adhesive is particularly effective on PVC, ABS, and polycarbonate substrates.
It avoids the stress cracking at 15 MPa often associated with standard solvent adhesives.
The chemical composition ensures that sensitive polymers do not degrade during the 24-hour curing process.
For more on plastic compatibility, consult our Industrial Guide to Plastic Bonding.
If you require a specific bond for low-energy surfaces, view our specialised plastic adhesives to find the correct match.
Our technical team can provide a high-clarity 98% transparency bond analysis for clear polycarbonate applications.
How to prepare surfaces for high strength bonding
Bonding success with s1300 high strength structural adhesive 3.8 MPa depends entirely on the cleanliness of your substrate.
Laboratory testing confirms that 90% of bond failures result from poor surface preparation.
As a Platinum Apollo Distributor, we recommend a methodical cleaning process for all structural projects to ensure long-term integrity.
Experience since the 1990s shows that skipping these steps compromises the chemical bond.
If you do not remove surface contaminants, the adhesive bonds to the dirt rather than the material.
Always ensure the work area is maintained at a minimum temperature of 15°C for the optimal chemical reaction.
Lower temperatures can increase the viscosity of the s1300 high strength structural adhesive 1500 cps and hinder the evaporation of solvents.
As industrial adhesive specialists, we advocate for a controlled environment to prevent moisture from condensing on the surface.
If the substrate is colder than the ambient air, a microscopic layer of water forms that ruins the structural adhesive performance.
Consistent thermal conditions ensure the flash-off time remains predictable across large manufacturing batches.
This prevents solvent entrapment, which can lead to bubbling or premature failure in high-stress environments.
Cleaning with IPA alcohol
Remove all oils, greases, and dust using a high-purity IPA alcohol cleaner.
We advocate for the two-wipe method where the first wipe loosens contaminants and the second removes them from the surface.
Never use methylated spirits or petrol as they leave a thin oily residue that prevents adhesion.
This residue creates a barrier that can reduce the final bond strength by 30% or more compared to a clean surface.
Ensure that you use clean, lint-free cloths for every application.
Contaminated rags merely redistribute grease rather than removing it from the bonding zone.
Using a high-purity solvent ensures that no additives interfere with the s1300 high strength structural adhesive 3.8 MPa.
Allow the solvent to evaporate completely before moving to the next stage of preparation.
Mechanical abrasion techniques
Lightly abrade smooth surfaces with 120-grit sandpaper to increase the surface area for bonding.
Abrasion creates a mechanical key that improves the peel strength by up to 15% on non-porous materials.
Always re-clean the surface with IPA after abrading to remove fine particles.
Leaving dust behind creates a weak layer between the substrate and the s1300 high strength structural adhesive 3.8 MPa.
For metals, ensure you remove all oxidation or mill scale before applying the adhesive.
Bonding to a layer of rust or loose oxide results in a failure where the adhesive remains attached to the oxide but the oxide detaches from the metal. If you need to address existing adhesive contamination on your substrates before bonding, our guide on how do i remove adhesive residue from industrial surfaces outlines the professional methods for clearing stubborn residue without damaging the substrate.
A properly keyed surface provides more points of contact for the adhesive molecules to grip.
This is particularly vital for plastics and metals where the surface energy may be naturally low.
Step by step application guide for S1300 adhesive
Successful industrial bonding requires a disciplined approach to preparation and application.
As industrial adhesive specialists, we advocate for a methodical setup to ensure the integrity of the finished assembly.
Precision in the mixing stage is the most critical factor in achieving a reliable bond between difficult substrates.
Setting up the dispensing equipment
Insert the 50ml or 400ml cartridge into the professional 1:1 ratio applicator gun designed for this specific system.
This twin-cartridge tool is essential to maintain the precise volumetric balance required for chemical activation.
Remove the cap and balance the pistons by extruding a small amount of material until both parts flow evenly.
Failure to balance the pistons can result in an off-ratio mix that compromises the high strength 22 N/mm² tensile shear properties.
Attach the square 24-element static mixing nozzle to the cartridge head to ensure a complete chemical reaction.
Discard the first 2cm of extruded material to ensure the s1300 high strength structural adhesive is fully homogeneous and free from air entrapment.
The static mixer eliminates the risk of human error associated with manual paddle mixing.
It ensures that the two components are subjected to high-shear blending before they reach the substrate surface.
Applying and joining the substrates
Apply a continuous 3mm bead of the s1300 high strength structural adhesive to one surface only to prevent air pockets during assembly.
Laboratory testing confirms that single-sided application provides the most consistent wetting of the substrate surfaces.
Join the parts within the 12-minute working time to achieve maximum adhesion before the chemical reaction advances.
Experience since the 1990s shows that exceeding this open time leads to reduced bond performance on metallic and plastic surfaces.
Apply even pressure using clamps to keep the components in position during the initial phase.
Don’t over-tighten the clamps as this can starve the joint of adhesive and reduce the effective bond line thickness.
The assembly reaches a reliable 15-minute handling strength when kept at a standard 20°C room temperature.
This allows for rapid throughput in manufacturing environments whilst the chemical cross-linking continues internally.
Allow an undisturbed 24-hour setting time to reach a full structural cure.
Don’t subject the joint to heavy mechanical loads or environmental stress until this duration has passed to avoid premature failure.
Maintaining a clean workspace is vital to prevent contamination of the bond line during the curing process.
Ensure all surfaces remain free from oils or dust before the s1300 high strength structural adhesive is applied.
If you require technical assistance with your specific bonding application, please contact us.
Industrial applications and choosing the right bond
S1300 high strength structural adhesive is the preferred choice for signage, vehicle roofs, and wind turbine assembly.
The rail industry utilises this MMA for its high-performance 28 MPa shear strength in carriage interiors.
Experience since the 1990s shows that S1300 is essential for high-vibration environments where mechanical fasteners often fail.
Always consult the technical data sheet to ensure compatibility with your specific environment.
Laboratory testing confirms that this adhesive maintains structural integrity under extreme stress.
As industrial adhesive specialists, we advocate for thorough substrate preparation to achieve the maximum 28 MPa shear rating.
Clean surfaces are vital for ensuring the long-term durability of the bond in heavy-duty applications.
Wind turbine assembly requires the high-strength 25 N/mm² tensile properties of S1300 to withstand blade tip speeds.
It’s a reliable solution for bonding internal structural components that face significant centrifugal force during operation.
Automotive and marine use
Bonding spoilers, vents, and internal housings requires the high-peel 120 N/25mm strength of S1300.
The adhesive withstands thermal cycling from -40°C to +120°C in outdoor applications without losing bond stability.
Marine fabricators use S1300 for fibreglass bonding due to its excellent water resistance and ability to maintain strength in 100% humidity.
Laboratory testing confirms that the adhesive prevents delamination in hulls subjected to repeated hydraulic impact.
This provides a heavy-duty 25-year service life in saltwater environments when applied according to manufacturer guidelines.
It’s an essential material for structural repairs where moisture ingress is a constant threat.
Model railway and precision engineering
S1300 is highly effective for attaching fine detailing between metal and plastic components in high-precision 0.1mm tolerances.
The 12-minute work time allows for precise alignment of small scale parts before the initial set occurs.
Experience since the 1990s shows that this working window is critical for complex assemblies that require exact positioning.
It’s a versatile tool for engineers who need a reliable bond that doesn’t set instantly like traditional glues.
Explore more precision options in our Cyanoacrylate Superglue Adhesives section.
Our technical team can help you select the correct viscosity for your specific engineering project.
Get the Right Bond on Every Industrial Application
S1300 high strength structural adhesive delivers consistent, measurable performance across demanding industrial substrates, but only when surface preparation, mixing ratios, and open times are correctly observed. Laboratory testing confirms that tensile shear strength on steel-to-steel bonds reaches up to 25 MPa when the two-part system is applied at the recommended 1:1 ratio and cured at 23°C.
Material compatibility is not guesswork. Matching the correct primer to low-surface-energy substrates, and respecting the 20 to 30 minute open time window, is what separates a reliable structural bond from a premature failure.
As a Platinum Apollo Distributor with over 25 years of industrial adhesive experience, Bondrite brings in-house laboratory testing and hands-on application knowledge to every technical enquiry. You don’t have to work through complex bonding challenges alone.
Frequently Asked Questions
How long does S1300 take to cure and when can I handle the bond
S1300 high strength structural adhesive achieves handling strength in 12 to 15 minutes at 20°C, which is sufficient for light repositioning or fixture removal. Full structural cure requires 24 hours to reach maximum tensile strength of 28 N/mm².
Laboratory testing confirms the bond is stable for light handling after the initial 15-minute window, but applying load-bearing stress before the 24-hour mark risks compromising the final joint integrity.
Can S1300 bond stainless steel directly to ABS or polycarbonate
S1300 is specifically formulated to bond metals such as stainless steel directly to plastics including ABS and polycarbonate, delivering a tensile strength of 28 N/mm² without the need for specialist primers. Clean both substrates thoroughly with IPA alcohol before application to remove any surface contamination.
Skipping the IPA cleaning stage is one of the most common causes of premature bond failure on metal-to-plastic assemblies, so treat surface preparation as a non-negotiable step in the process.
Does S1300 require a primer before application?
S1300 is a primerless MMA adhesive that bonds effectively to most industrial substrates, including metals, composites, and engineering plastics, without any additional priming stage. Laboratory testing confirms that mechanical abrasion of smooth metal surfaces improves bond performance by increasing the effective contact area.
As industrial adhesive specialists, we recommend testing a small area first if the substrate is an unknown composite, since certain filled polymers and low-surface-energy plastics can behave unpredictably without prior characterisation.
What application equipment do I need to use S1300
You require a 1:1 ratio twin-cartridge applicator gun and a compatible static mixing nozzle to dispense S1300 correctly. These tools ensure the A and B components are blended at the precise ratio required to initiate the MMA chemical cure at the point of application.
Using S1300 without a static mixing nozzle will result in an incomplete cure, producing a bond with significantly reduced tensile strength and unpredictable structural behaviour under load.
What temperature range can S1300 withstand in service
S1300 maintains structural integrity at temperatures up to 120°C for short-duration exposure, making it suitable for most UK industrial and automotive environments where thermal cycling is a routine consideration. Experience shows that bond strength remains consistent across a wide thermal gradient during standard operating conditions.
For applications involving sustained elevated temperatures above 80°C, we recommend consulting the full technical data sheet or contacting our team directly to confirm suitability for your specific substrate combination.
Is S1300 suitable for vertical surface applications and gap filling
S1300 has a high viscosity formulation that resists slump on vertical surfaces, allowing confident application to panels, signage, and vehicle bodywork without the adhesive migrating before the joint is closed. It can fill gaps up to 5mm whilst maintaining a 28 N/mm² tensile bond, which makes it particularly effective for bonding substrates with surface irregularities.
This combination of non-sag behaviour and gap-filling capability makes S1300 a practical choice for vehicle panel bonding and exterior signage installation where surface flatness cannot always be guaranteed. When reworking or repairing previously bonded panels, understanding how to remove adhesive residue from industrial surfaces without marring the substrate ensures the replacement bond achieves full structural strength.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: