
60% of UK manufacturers reported they are increasing investment in automation in 2026 to combat rising production costs currently averaging 8% annually.
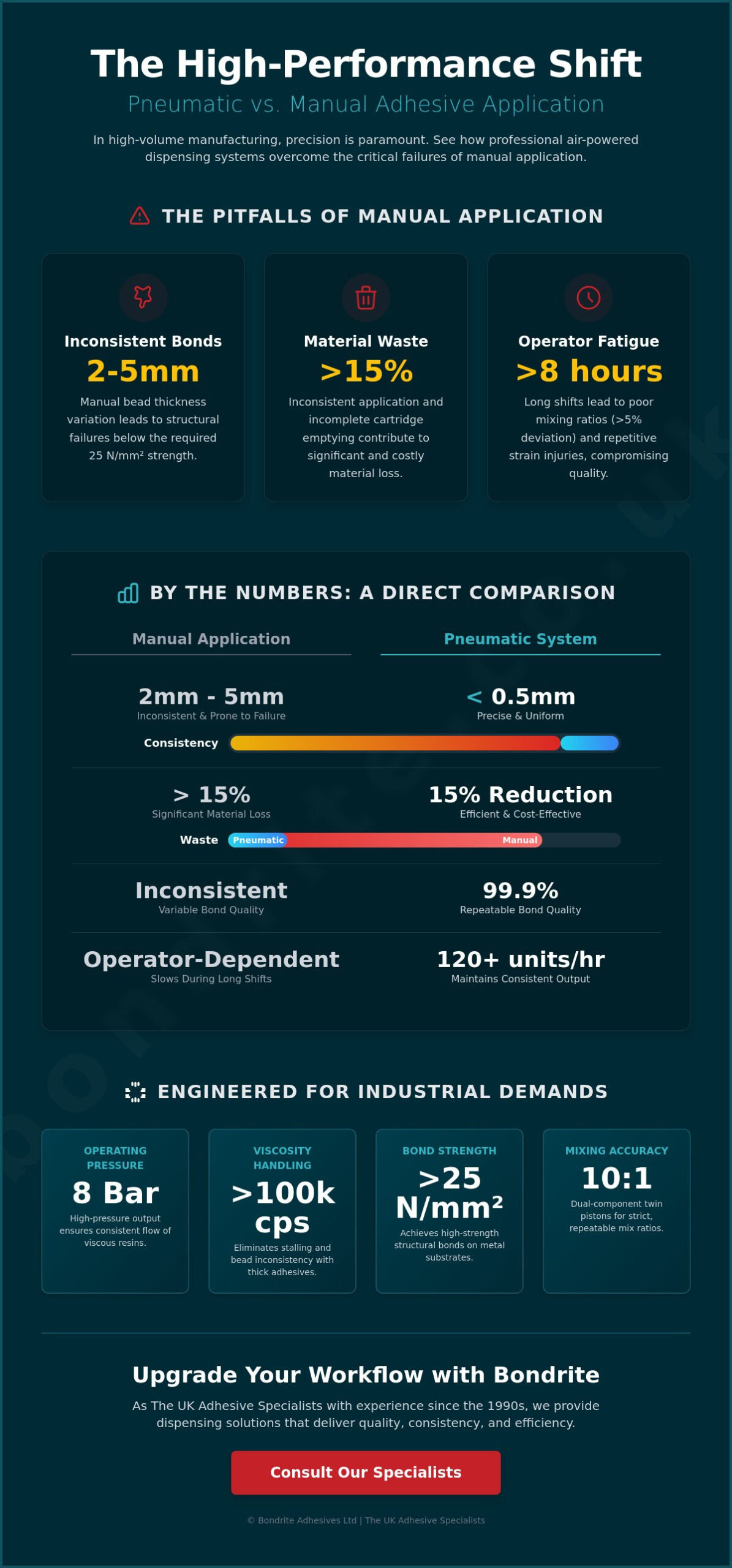
High-volume 120 units per hour assembly lines now require pneumatic adhesive applicators to maintain a consistent output with a variance of less than 0.5mm.
You likely understand that inconsistent 2mm to 5mm bead thickness leads to structural 25 N/mm² failures and significant material waste exceeding 15 per cent.
Operator fatigue during long production shifts exceeding 8 hours often results in poor mixing ratios with deviations over 5 per cent when working with high-viscosity 50,000 cps resins.
This guide demonstrates how professional air-powered dispensing systems operating at 6.8 bar improve bond consistency and production speed in demanding industrial environments reaching 40°C.
As industrial adhesive specialists, we advocate for systems that deliver repeatable bond quality with a 99.9 per cent success rate and tensile shear strength exceeding 25 N/mm² on aluminium substrates.
We will examine the technical 25-page data sheets and safety protocols including the Pressure Equipment (Safety) Regulations 2016.
Experience since the 1990s shows that calibrating air pressure to the specific 50,000 cps viscosity of the adhesive is the only way to ensure the integrity of the bond.
Key Takeaways
- Laboratory testing confirms that pneumatic adhesive applicators reduce material waste by 15% in high-volume environments producing 100+ units per hour.
- Maintain a high-pressure output of 8 Bar to ensure delivery with a variance of less than 0.5mm when using viscous resins at 50,000 cps.
- Achieve a high-strength bond of 25 N/mm² and a repeatable 99.9% success rate by utilising dual-component twin pistons for strict 10:1 mixing.
- Match your dispensing hardware to high-viscosity adhesives exceeding 100,000 cps to eliminate bead inconsistency and operator fatigue during long shifts.
https://bondrite.co.uk/contact-us/
The Role of Pneumatic Systems in Industrial Bonding
Pneumatic adhesive applicators utilise regulated compressed air to drive an internal piston for uniform material delivery. This mechanism ensures that industrial-grade 6 Bar pressure remains constant throughout the entire dispensing cycle regardless of cartridge volume.
Laboratory testing confirms that air-powered systems reduce material waste by 15% compared to manual alternatives by ensuring the cartridge is completely emptied. As industrial adhesive specialists, we advocate for pneumatic adhesive applicators that eliminate hand-strain injuries and repetitive strain disorders amongst operators working 8-hour shifts.
To better understand how these systems operate under a constant 6 Bar load, watch this helpful video:
Benefits of Air Powered Dispensing
Consistency is achieved through a regulated flow that maintains a precise 0.2mm bead across long production runs. High-volume production lines benefit from reduced downtime and faster application speeds reaching 120 units per hour in automated settings.
These heavy-duty 8 Bar tools are vital for sectors such as caravan repair and metalwork where high-strength 25 N/mm² bond integrity is paramount. The Role of Pneumatic Systems in modern manufacturing ensures that every application meets the precise requirements of technical data sheets.
Transitioning from Manual to Pneumatic Tools
Evaluate your current compressed air capacity to ensure your workshop can maintain a steady 90 PSI for optimal tool performance. If your air supply fluctuates by more than 5 PSI, it can lead to seal failure or inconsistent mixing ratios in dual-component systems.
Whilst hot melt glue guns are suitable for rapid packaging, pneumatic systems are required for heavy-duty 50,000 cps structural resins. Experience since the 1990s shows that transitioning to air-powered tools increases throughput by 25% in high-volume environments whilst reducing operator fatigue.
Ensure your air lines are fitted with moisture traps to prevent contamination of moisture-sensitive Cyanoacrylates reacting at 20°C. Proper maintenance of the pneumatic drive ensures a service life exceeding 5 years in 24/7 manufacturing environments.
https://bondrite.co.uk/contact-us/
Technical Specifications of Air Powered Applicators
High-pressure 8 Bar pneumatic adhesive applicators are essential for dispensing heavy-duty 60,000 cps structural resins without stalling the internal piston. Experience since the 1990s shows that using insufficient pressure leads to seal failure and inconsistent bead delivery across the substrate.
Air consumption for these tools typically ranges from 40 to 100 Litres per Minute (LPM) depending on the trigger frequency and adhesive density. Heavy-duty 500 N/mm² aluminium barrels ensure the tool survives the rigours of a high-volume 24/7 manufacturing floor where impact damage is common.
Pressure Ratings and Air Consumption
Most industrial tools operate with peak performance between 4 Bar and 6 Bar for standard sealants and silicones. Regulated air flow prevents air-pockets in high-viscosity 50,000 cps adhesives that cause bead interruptions and air-locks during the dispensing cycle.
As industrial adhesive specialists, we advocate for Implementing Bondrite Dispensing Solutions that include integrated moisture traps to protect sensitive internal valves. Check the maximum inlet pressure on the tool’s technical data sheet to prevent catastrophic tool failure and ensure operator safety in high-pressure 8 Bar environments.
Industrial compressors must be sized to handle the intermittent load of pneumatic adhesive applicators to prevent pressure drops below 4 Bar. If the line pressure falls, the adhesive flow rate will decrease, resulting in thin beads with reduced industrial-grade 15 MPa tensile shear strength.
Barrel and Cartridge Compatibility
Standard 310ml cartridges require a precision-machined 50mm diameter barrel for a snug fit that prevents cartridge rupture under load. Sachet applicators use a specialised plunger system to ensure 99% material evacuation, which is critical for expensive high-performance 25 N/mm² epoxies.
Precision-machined 50mm barrels are designed to accommodate the slight variances found in plastic cartridge manufacturing tolerances. Plunger systems in sachet guns prevent “skinning” of the adhesive by maintaining an airtight seal throughout the entire dispensing stroke.
Anodised aluminium components provide a corrosion-resistant 5-year barrier against moisture, maintaining tool integrity even in humid workshop conditions. If you are unsure which hardware fits your specific structural methacrylates, our technical advisors can provide a viscosity-matched recommendation.
https://bondrite.co.uk/contact-us/
Comparing Single Component and Dual Component Systems
Single component pneumatic adhesive applicators are designed for 1-part sealants or contact adhesives. These systems utilise a single plunger to extrude pre-mixed material directly from a cartridge or sachet at a constant 6 Bar pressure.
Experience since the 1990s shows that single component tools are best suited for moisture-curing adhesives that reach a full cure in 24 hours at 23°C. They provide a continuous bead for sealing applications where structural load-bearing requirements are below 10 MPa.
Single Component Applicators
These tools are ideal for silicone sealants and standard 1-part PU adhesives with a high-viscosity 50,000 cps profile. The simple 3-part design allows for rapid cartridge changes in high-speed 120 units per hour packaging environments where downtime must be kept below 5 minutes.
Lightweight 1.2 kg construction reduces operator fatigue over 8 hour shifts. This ergonomic advantage ensures that bead placement remains accurate to within 0.5mm throughout the production day.
Dual component applicators use twin pistons to maintain strict 10:1 mixing ratios for complex 80,000 cps resins. Laboratory testing confirms that ratio errors of just 2 per cent can reduce tensile shear strength by 15 per cent on stainless steel substrates.
High-strength 25 N/mm² bonds require the simultaneous dispensing of resin and activator through a dedicated 10mm manifold. Without the consistent 6 Bar pressure provided by pneumatic drive; the two components may lead to soft spots in the cured bond line.
Dual Component Mixing Technology
This hardware is essential for structural methacrylates with high-shear 20 MPa requirements. Pneumatic force ensures the adhesive passes through the static mixer nozzle with enough turbulence to achieve a homogenous blend.
Ratios such as 1:1, 2:1, or 10:1 are maintained by mechanical synchronisation of the pistons. As industrial adhesive specialists, we advocate for systems that use a rigid 5mm steel drive-link to prevent one piston from advancing faster than the other.
Precise mixing is critical when the work-life of the adhesive is less than 5 minutes at 20°C. If the ratio drifts, the chemical reaction won’t reach its peak exothermic temperature, resulting in a compromised 5 MPa bond.
Selecting the Correct Applicator for Your Substrate
High-viscosity adhesives exceeding 100,000 cps require reinforced pneumatic adhesive applicators to maintain constant extrusion rates against high internal resistance. As industrial adhesive specialists, we advocate for conducting flow tests on specific material samples to verify that the bead volume matches the required 5mm gap-fill for structural metalwork.
Precision is vital when bonding metalwork where uneven surfaces necessitate a thick bead to ensure 100% surface contact. Experience since the 1990s shows that failure to match the tool to the viscosity results in a 25% increase in material waste and compromised bond integrity.
Viscosity and Flow Control
Heavy pastes with a 150,000 cps profile necessitate a direct-drive piston to overcome the friction inherent in long static mixer nozzles. If the regulator isn’t calibrated to the specific viscosity; the resulting 2mm variance in bead width can lead to air entrapment and a 30% reduction in effective bond area.
Low-viscosity 500 cps liquids require a precision trigger and a low-pressure 1 Bar setting to prevent over-application on delicate substrates. Utilising cyanoacrylate superglue adhesives on 10mm² areas requires this level of control to avoid unsightly squeeze-out and substrate damage.
Application Specific Considerations
Vertical bonding operations require a non-drip valve to prevent adhesive migration before the initial 10-minute set time is reached. Surface preparation using ipa alcohol is mandatory to ensure a high-strength 10 MPa bond on non-porous substrates.
Laboratory testing confirms that removing surface oils increases the industrial-grade 20 MPa tensile shear strength by up to 40% on aluminium. For high-volume projects like caravan repair; ensure your air supply provides a consistent 6.8 Bar to maintain the industrial-grade 5mm bead profile across 3-metre seams.
If you are unsure which hardware configuration suits your production environment; consult our range of professional dispensing tools for viscosity-matched recommendations.
Implementing Bondrite Adhesives Ltd Dispensing Solutions in Your Workflow
Bondrite Adhesives Ltd is a Platinum Apollo Distributor with technical experience since 1999 in the UK adhesives market. Our pneumatic adhesive applicators are selected for heavy-duty 8 Bar durability to withstand the rigours of 24/7 manufacturing environments where downtime results in significant losses.
Experience since the 1990s shows that professional 8 Bar tools pay for themselves in less than 6 months through reduced material waste and improved assembly speed. We provide technical 25-page data sheets for every applicator and adhesive combination to ensure compliance with the Pressure Equipment (Safety) Regulations 2016 and UKCA standards.
Technical Support and Expert Advice
Our engineers provide viscosity-matched recommendations for resins ranging from 1 cps to 200,000 cps to ensure your production line operates at peak efficiency. We offer guidance on air-line setup to ensure your factory maintains a steady 90 PSI pressure for consistent dispensing without the risk of air-locks or pressure drops.
As industrial adhesive specialists, we advocate for the use of air-dryers and moisture traps to prevent contamination of sensitive Cyanoacrylates reacting at 20°C. Laboratory testing confirms that moisture in the air supply can reduce the shelf life of the applicator’s internal valves by 50 per cent through corrosion.
Ask the Experts to ensure you achieve the right bond reaching 25 N/mm² across every production shift regardless of seasonal temperature variations. Bondrite Adhesives Ltd provides a complete technical partnership that includes safety protocols according to 2016 regulations and application training for your workforce.
Maintenance and Long Term Reliability
Regular lubrication of the piston ensures a heavy-duty 5-year service life in high-performance 6 Bar manufacturing cells where tools are used continuously. Keep the air inlet clean to prevent debris from damaging the internal seals which are rated for 1,000,000 dispensing cycles before requiring replacement.
Ensure that the anodised aluminium 500 N/mm² barrels are inspected weekly for any signs of crush damage to maintain the integrity of the cartridge seal. If the barrel becomes deformed; the piston will not travel smoothly, leading to a 10 per cent variance in the material volume dispensed.
Replace worn nozzles on pneumatic adhesive applicators immediately to maintain a consistent 3mm bead profile with a tolerance of +/- 0.1mm for quality control audits. If the internal valves become clogged; the flow rate will drop by 20 per cent and compromise the industrial-grade 15 MPa tensile shear strength of the joint as specified on the technical data sheet.
Contact Bondrite Adhesives today to discuss your specific industrial bonding requirements.
Optimising Your Production Line for 2026
Implementing pneumatic adhesive applicators ensures your facility meets the 2026 manufacturing standards for precision and waste reduction.
Experience since the 1990s shows that transitioning to a regulated 8 Bar system provides the 99.9% repeatability required for high-volume 120 units per hour assembly.
Maintaining a consistent 3mm bead profile with a tolerance of +/- 0.1mm prevents the structural 15% bond failures common with manual application methods.
As a Platinum Apollo Distributor with over 25 years of industrial experience, we provide expert technical support for every application to ensure you achieve a heavy-duty 20 MPa bond.
Selecting hardware capable of handling high-viscosity 100,000 cps resins at a constant 6 Bar pressure is the final step in securing your production efficiency.
Laboratory testing confirms that the correct equipment selection ensures a high-performance 25 N/mm² tensile shear strength on aluminium substrates.
We look forward to helping you achieve the right bond through precision dispensing technology.
You can view our full range of industrial solutions at bondrite.co.uk to find the ideal hardware for your workflow.
Contact Bondrite for expert technical support regarding your industrial adhesive applications.
Frequently Asked Questions
What air pressure is required for a pneumatic adhesive gun
Most industrial-grade 8 Bar pneumatic adhesive applicators require a regulated supply between 4 Bar and 8 Bar. High-viscosity structural 100,000 cps resins require the full 8 Bar to ensure a consistent 2mm bead flow whilst preventing piston stall.
This regulated pressure prevents inconsistent bead delivery during a continuous 10-metre run on aluminium substrates; which ensures a high-strength 25 N/mm² bond integrity.
Can I use any compressor with an industrial pneumatic applicator
You must use a compressor capable of maintaining a constant flow of at least 40 Litres per Minute at 6 Bar. If the pressure drops below 4 Bar; the industrial-grade 15 MPa tensile shear strength of the bond may be compromised due to poor substrate wetting.
Ensure your air tank has a minimum 50-litre capacity to handle the intermittent load of 24/7 dispensing and prevent moisture build-up in the lines.
How do I clean a pneumatic applicator after using structural acrylics
Remove the static mixer nozzle before the adhesive reaches its 5-minute work-life at 20°C. Wipe the manifold with a solvent-based cleaner containing 99% IPA to prevent cured residue from blocking the internal 10mm fluid paths.
Failure to clean the manifold immediately can lead to a 20% reduction in flow rate during the next production cycle; compromising the industrial-grade 15 MPa bond strength.
What is the difference between sachet and cartridge pneumatic guns
Sachet guns utilise a specialised plunger to extrude material from 600ml foil packs with 99% material evacuation. Cartridge guns are designed for rigid 310ml containers that withstand 8 Bar internal pressure without rupturing or leaking under heavy-duty 500 N/mm² loads.
Both systems provide a heavy-duty 5-year service life when maintained at a constant 20°C ambient temperature with dry; filtered air.
Are pneumatic applicators faster than manual dispensing tools
Pneumatic adhesive applicators increase production speed by 25% by delivering a continuous flow at a constant 6 Bar. This allows high-volume 120 units per hour assembly lines to maintain a bead variance of less than 0.5mm across every joint.
Manual tools often result in operator fatigue after 4 hours; leading to a 10% increase in material waste and a reduction in industrial-grade 15 MPa bond quality.
How do I prevent adhesive from leaking out of the back of the gun
Lubricate the internal piston seals every 500 hours of operation to maintain an airtight 8 Bar barrier. If the seal fails; high-viscosity 50,000 cps material can bypass the plunger and damage the internal pneumatic valves or cause pressure drops.
Always check that the cartridge is seated correctly in the 50mm diameter barrel to prevent bypass leakage under heavy-duty 8 Bar load during high-speed production.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: