Why does a high-strength adhesive that bonds metal with ease peel away from a piece of polyethylene as if it were never there? If you’ve managed industrial assembly or complex repairs, you’ve likely seen bonds fail because the material simply refuses to “wet out”. It’s a common frustration for professionals who require a dependable adhesive for low surface energy plastics but find themselves facing clean peel-offs and failed safety tests. Correctly identifying whether you’re working with polypropylene, polyethylene, or another LSE material is the first step in solving this technical challenge.
You can master these difficult substrates by applying the correct chemical logic to your bonding process. This article provides the expert guidance needed to choose between specialised glues and primer-based systems, ensuring your manufacturing tasks meet the highest durability standards. We’ll examine the specific surface tension requirements for successful adhesion and provide a methodical approach to surface preparation that eliminates the guesswork from your production line.
Key Takeaways
- Understand the molecular behaviour of LSE plastics and why achieving a proper wet out is essential for long-term bond integrity.
- Learn to distinguish between mechanical locking and true chemical bonding to prevent common failures in high-stress industrial applications.
- Master the selection process for a specialised adhesive for low surface energy plastics, focusing on structural acrylics that can simplify your production process.
- Explore the role of chemical primers in modifying surface tension, allowing for the successful use of cyanoacrylate adhesives on materials like polypropylene.
- Implement a professional, step-by-step workflow that prioritises methodical surface preparation to guarantee consistent and reliable results.
If you require technical assistance with a specific material grade or application, please contact our specialist team for professional guidance.
The Science of Low Surface Energy Plastics and Bonding Challenges
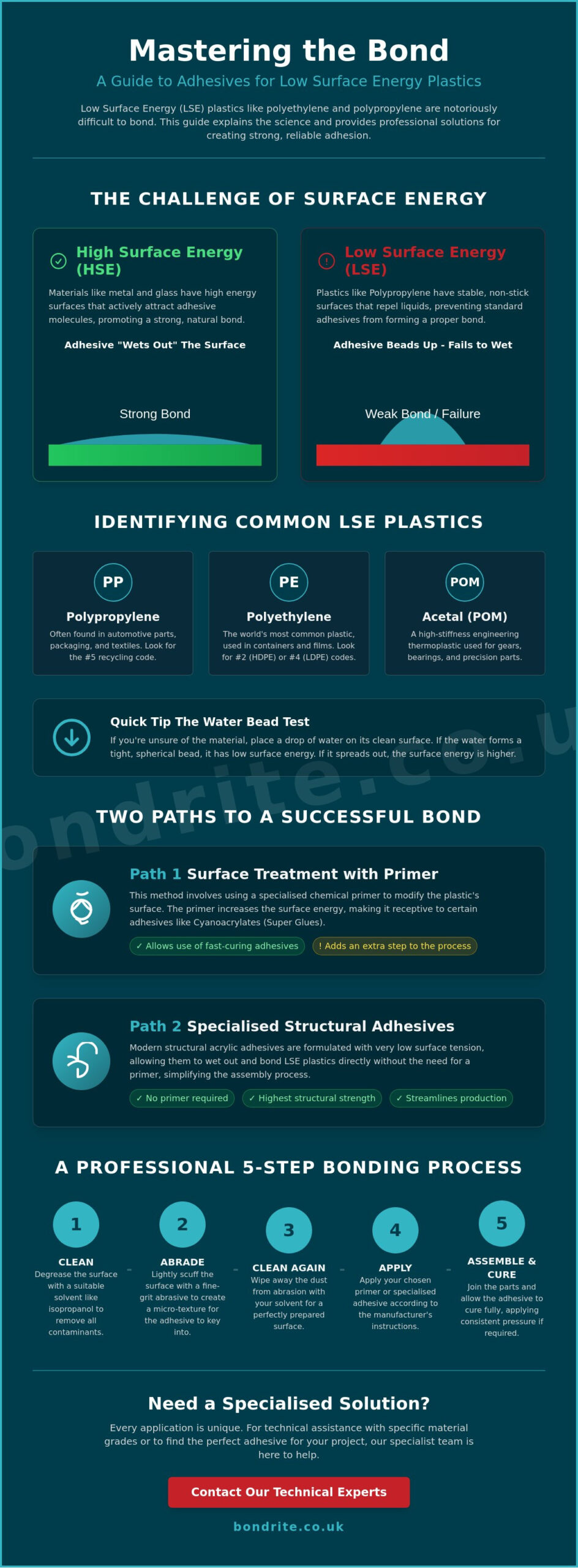
Surface energy is a physical property that determines how a liquid interacts with a solid surface. In the context of plastic adhesives, low surface energy (LSE) refers to a molecular state where the surface atoms are chemically stable and satisfied. They possess very little attraction for the molecules in an adhesive. For a structural bond to form, the adhesive must wet out the surface. This means the liquid must spread across the substrate in a continuous film rather than remaining in discrete, stubborn droplets. The Science of Low Surface Energy dictates that if the surface energy of the plastic is lower than the surface tension of the glue, wetting out cannot occur.
High surface energy (HSE) materials like stainless steel, aluminium, or glass have active surfaces that pull the adhesive molecules toward them. This facilitates a strong, intimate bond. Conversely, LSE plastics like polypropylene (PP) and polyethylene (PE) act like a non stick surface. They repel the liquid. This behaviour is why standard glues often fail on these materials, leading to bonds that simply pop off with minimal effort.
To better understand this concept, watch this helpful video:
Identifying Common LSE Materials
In the UK manufacturing sector, Polypropylene (PP) and Polyethylene (PE) are the most prevalent LSE plastics. You will also frequently encounter Polyoxymethylene (POM), often known as Acetal. Identifying these materials in a workshop environment is essential before selecting an adhesive for low surface energy plastics. Most industrial components feature a material identification code. Look for a triangular symbol with a number or abbreviation; 02 or PE-HD indicates high density polyethylene, while 05 or PP signifies polypropylene. If no code is present, perform a simple water bead test. Place a single drop of water on the clean surface. If the water forms a tight, spherical bead, the material has low surface energy. If the water flattens and spreads, the surface energy is likely high enough for standard adhesives.
The Role of Surface Tension in Adhesion
Adhesion relies on molecular attraction. In LSE plastics, the internal molecular bonds are so strong that there is very little spare energy at the surface to attract external substances. This lack of attraction prevents the adhesive from making the intimate contact necessary for chemical or mechanical bonding. When an adhesive fails to wet out, it sits on top of the microscopic peaks of the plastic surface. This results in a weak interface that will fail under load. For a reliable bond, the surface energy of the substrate must be increased, or a specialist adhesive with a very low surface tension must be utilised. Without these interventions, standard glues will simply peel away cleanly once cured.
p>If you are unsure which material grade you are using, contact our technical specialists for a professional assessment of your substrate.
Why Standard Glues Fail to Wet Out Plastic Surfaces
Standard industrial adhesives typically fail on polyolefins due to fundamental chemical incompatibility. Whilst a general-purpose glue might bond wood or metal by flowing into surface irregularities, it cannot penetrate the chemically inert surface of LSE plastics. This results in a weak mechanical lock rather than a high-performance structural bond. Without the correct professional plastic adhesives, the interface between the glue and the substrate remains the weakest point of the assembly. The adhesive effectively sits on top of the material without ever becoming part of it.
A common failure mode observed in manufacturing is adhesive peeling. In this scenario, the adhesive cures fully and maintains its own structural integrity, but it fails to stick to the plastic. You can often peel the cured adhesive away in a single piece, leaving the plastic surface completely unmarked. This indicates that the adhesive never achieved molecular contact. To solve this, engineers often look for specialist adhesives for low surface energy plastics that are formulated to bypass these specific chemical barriers and create a permanent bond.
The Beading Effect Explained
Think of how rain behaves on a freshly waxed car. The water does not spread; it forms tight, spherical beads. This same behaviour occurs when you apply a standard adhesive to an LSE plastic. Because the surface energy of the plastic is so low, the liquid adhesive is pulled into itself by its own surface tension. This beading effect significantly reduces the contact area between the glue and the part. If the adhesive cannot spread into a thin, uniform layer, it cannot create enough surface contact to support a load or resist environmental stress.
Lack of Chemical Affinity in Polyolefins
The primary reason for this rejection is the non-polar nature of materials like polypropylene and polyethylene. Most structural adhesives are polar. This means they have a positive and negative charge at a molecular level that seeks out similar charges on the substrate to form a bond. Polyolefins are non-polar and chemically satisfied; they offer no anchors for a polar adhesive to grip. This chemical inertness makes these plastics excellent for fuel tanks or chemical containers, but it makes them a significant challenge for bonding. If you are struggling with a specific material grade, you should consult with our technical team to ensure your chosen adhesive is chemically compatible with your substrate.
If you require technical guidance for a specific material grade or high-volume application, please contact the technical specialists at Bondrite for a professional consultation.
Professional Techniques to Increase Surface Energy for Better Adhesion
To overcome the inherent resistance of polyolefins, you must either change the chemistry of the adhesive or the physical state of the plastic surface. Increasing the surface energy allows a liquid to spread, which is the prerequisite for any functional bond. Whilst some applications benefit from a dedicated adhesive for low surface energy plastics, others are better suited to surface modification techniques that allow the use of standard industrial glues. Selecting the right method depends on your production volume and the specific durability requirements of the joint.
Using Primers and Activators
Chemical primers are the most common workshop solution for bonding materials like polypropylene. A primer acts as a molecular bridge. It contains a solvent carrier and an active ingredient that deposits a polar layer onto the non-polar plastic. When you apply cyanoacrylate superglue adhesives, such as B2001 Ethyl Cyanoacrylate, the glue reacts with this new polar surface rather than the original inert plastic. This chemical transition creates a bond that would otherwise be impossible.
Success with primers depends heavily on the flash off time. You must allow the solvent carrier to evaporate completely before applying the adhesive. If you apply the glue too early, the solvent can become trapped, leading to a ghost bond that looks secure but fails under minimal stress. From a cost perspective, using a primer allows you to utilise existing adhesive stock, but it adds a manual step to the production process. For high-volume tasks, a specialist structural acrylic that requires no primer might be more efficient in the long term.
Surface Pre-treatment Methods
For automated or high-volume manufacturing, physical treatments are often preferred over chemical primers. Flame treatment is a common method where a gas flame is passed over the plastic. This process oxidises the surface, introducing oxygen-containing functional groups that increase the surface energy. You must control the flame speed and distance with precision; over-treating can melt the part, whilst under-treating will leave the surface energy unchanged. If the treatment is successful, a water drop will no longer bead but will spread flat across the treated area.
Corona and plasma treatments are more advanced alternatives for precision electronics or medical devices. These methods use electrical discharges to ionise the air, which then reacts with the plastic surface to create a receptive bonding site. You can find more detail on these technical processes in this guide on Bonding Solutions for Low Surface Energy Substrates. While mechanical abrasion with sandpaper is a standard preparation for many materials, it’s often ineffective on very slick plastics like PTFE. Abrasion increases the surface area but doesn’t change the fundamental chemical inertness of the material.
For expert advice on selecting the correct adhesive for your specific industrial application, please speak with a Bondrite technical advisor today.
Specialist Adhesives for Polypropylene and Polyethylene Applications
Choosing a dedicated adhesive for low surface energy plastics is the most reliable way to ensure long term bond integrity in professional environments. Whilst surface preparation remains a critical step, the chemical composition of the adhesive itself must be capable of achieving molecular wetting on the substrate. For many industrial tasks, the choice falls between a primer assisted cyanoacrylate system or a primerless structural acrylic. You can learn more about the broader context of these materials in our industrial guide to high performance adhesion.
Cyanoacrylates with LSE Primers
When your application requires high precision and a rapid cure, cyanoacrylate superglue adhesives are often the preferred choice. B2001 Ethyl Cyanoacrylate is specifically favoured for small plastic components where a fast set time is essential for production throughput. However, B2001 Ethyl Cyanoacrylate cannot bond to untreated polypropylene or polyethylene. You must use a specialist LSE primer to modify the surface tension of the plastic. This primer converts the non polar surface into a polar one, allowing the adhesive to find an anchor point and cure successfully. This method is highly effective for workshop repairs and small scale assembly, though it does require a two step application process.
Structural Acrylic Adhesives
For heavy duty or load bearing applications, structural methacrylates like B3294 Structural Acrylic Adhesive offer superior performance. These adhesives are engineered with specific monomers that have a very low surface tension, allowing them to wet out LSE surfaces without the need for a separate primer. This “all in one” approach can significantly reduce labour costs in manufacturing. B3294 Structural Acrylic Adhesive provides excellent gap filling properties and high shear strength, making it suitable for larger assemblies where mechanical stresses are high.
Whilst these reactive glues offer significant process advantages, you must consider their shelf life and storage requirements. Specialist LSE adhesives often have shorter shelf lives than standard epoxies and may require temperature controlled storage to maintain their chemical reactivity. If you are designing a high volume production line, the trade off between the higher unit cost of a specialist adhesive and the reduced labour of a primerless process must be carefully evaluated. To ensure you select the most cost effective solution for your project, enquire about our professional adhesive testing services.
If you require specific technical documentation or safety data for your application, please contact our technical department for professional assistance.
A Step by Step Guide to Professional Plastic Bonding
Achieving a structural bond on difficult substrates is a methodical process. Whilst selecting the correct adhesive for low surface energy plastics is vital, the preparation of the material is of equal importance. If the surface is contaminated with oils or mould release agents, the adhesive will bond to the contaminant rather than the plastic. For a broader perspective on professional bonding principles, you should consult our guide to industrial adhesives UK. Precision during the preparation phase is the only way to ensure the long term integrity of the assembly.
Surface Preparation Routine
Professional degreasing requires a solvent that evaporates completely without leaving a film. Isopropyl Alcohol (IPA) is generally preferred because it is effective at removing surface oils whilst being safe for most plastics. You must avoid using workshop rags that may contain traces of oil or silicone; use clean, lint free wipes for every application. Once cleaned, the parts should be bonded as soon as possible. Even a short delay can allow atmospheric moisture or dust to re-contaminate the surface, which compromises the bond integrity. A common mistake in industrial environments is the use of oily rags or improper storage of reactive glues, which leads to immediate bond failure.
Testing and Quality Control
Never move to full production without conducting a destructive test on a sample piece. This involves bonding two test strips and pulling them apart until they fail. If the adhesive peels away from the plastic cleanly, this is an adhesive failure, which suggests poor preparation or the wrong glue choice. If the adhesive itself splits or the plastic breaks, this is a cohesive failure, which indicates a successful structural bond. When performing these tests, it is helpful to reference standards such as ASTM D2093-03, which covers the preparation of plastic surfaces prior to bonding. You must also monitor your workshop environment. High humidity or low temperatures can significantly extend cure times and affect the final strength of the joint. Always store your glues according to the manufacturer’s technical data sheet to prevent premature degradation.
If you require expert assistance with a complex bonding project, please get in touch with our technical advisors for professional support.
Achieving Reliable Results in Professional Plastic Bonding
Successfully bonding polypropylene or polyethylene requires a shift from standard methods to a disciplined, technical approach. You must prioritise the management of surface tension through either precise pre-treatment or the application of a specialised adhesive for low surface energy plastics. By following the methodical workflows discussed, from degreasing with IPA to conducting final destructive failure tests, you ensure that your industrial assemblies meet rigorous safety and durability standards. These steps turn a challenging manufacturing task into a repeatable, professional process.
Bondrite Adhesives Ltd has operated as a specialist UK supplier since 2000, providing high-performance industrial grade products for the most demanding applications. Our seasoned advisors are available to provide the technical clarity needed to eliminate failed bonds and reduce manufacturing waste. With the correct guidance and the right materials, even the most challenging plastics can be joined with absolute precision and long-term reliability.
Frequently Asked Questions
Can you glue polypropylene without a primer?
You can glue polypropylene without a primer if you use a specialist structural acrylic adhesive designed for the task. Products like B3294 contain specific monomers that allow the liquid to wet out the surface directly. If you attempt to use standard epoxies or cyanoacrylates without a primer, the bond will fail. This primerless approach is often chosen for high volume production lines to reduce labour costs and simplify the assembly process.
What is the strongest adhesive for polyethylene?
Structural acrylics are generally considered the strongest option for load bearing polyethylene applications. These adhesives create a high strength bond that can often resist shear forces better than the plastic substrate itself. For smaller, non structural components, a cyanoacrylate used in conjunction with a dedicated polyolefin primer provides a fast and reliable alternative. Always ensure the surface is degreased with IPA before application to prevent bond failure.
How do I know if my plastic is low surface energy?
Perform a water bead test by placing a single drop of water on the clean surface. If the water remains in a tight, spherical bead, the material is low surface energy. You should also check the material identification code; numbers 2 (HDPE), 4 (LDPE), and 5 (PP) are all LSE materials that require a specific adhesive for low surface energy plastics. If the water spreads out flat, the surface energy is high.
Is superglue effective on LSE plastics?
Superglue is only effective on LSE plastics if you apply a specialist primer first. Cyanoacrylates like B2001 are polar and will be repelled by the non polar surface of polypropylene or polyethylene. Applying a primer creates a receptive layer that allows the superglue to anchor correctly. Without this step, the cured glue will simply peel away from the plastic. This method is excellent for fast repairs but requires precise application of both components.
What are the common industrial uses for LSE plastics?
LSE plastics are used extensively where high chemical resistance and low friction are required. Common applications include automotive bumpers, fuel tanks, laboratory equipment, and medical devices. Their ability to resist corrosion and chemical degradation makes them ideal for storage containers and fluid handling systems. However, these same properties make them a significant challenge for standard industrial bonding, necessitating the use of an adhesive for low surface energy plastics to ensure durability.
Does sanding help when bonding LSE plastics?
Sanding increases the surface area for a mechanical bond, but it does not change the fundamental chemical surface energy. Whilst it is a useful secondary step to remove oxidation or contaminants, it is rarely sufficient on its own for materials like PTFE or polypropylene. You must still use a chemical primer or a specialist adhesive to ensure the glue can wet out the surface at a molecular level and create a permanent bond.
How long does a bond on LSE plastic typically take to cure?
Cure times vary based on the specific adhesive technology and environmental conditions. A primer assisted cyanoacrylate can achieve handling strength in under sixty seconds, whilst a structural acrylic may take several hours to set. You should always allow twenty four hours for the bond to reach its full structural strength before subjecting the joint to significant mechanical stress. Lower temperatures in the workshop will typically extend these cure times significantly.
Are there any plastics that are truly impossible to bond?
Very few plastics are completely impossible to bond, but materials like PTFE and certain silicones represent the extreme end of the difficulty scale. These substrates often require aggressive chemical etching or plasma treatment before any adhesive can take hold. If you encounter a material that resists standard LSE techniques, it is best to consult a technical advisor for a bespoke solution rather than attempting to use general purpose glues.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: