What if it’s the highest-tensile 30 MPa structural adhesive in your inventory that’s actually causing your joint failure?
As industrial adhesive specialists, we advocate for matching chemical elongation properties to the specific thermal expansion coefficients of your substrates.
You likely recognise that joining aluminium to polycarbonate or steel to composite creates immense internal stress during temperature fluctuations.
In large-scale industrial or infrastructure projects where these materials are joined, specialist engineering contractors like Composites Construction UK provide the structural strengthening and concrete repair expertise necessary to ensure long-term stability.
ISO 11339:2022 compliant adhesive bonding for dissimilar materials requires a calculated approach to modulus and flexibility rather than relying solely on raw shear strength.
Use this article to identify the technical protocols for selecting high-performance 150% elongation formulations to manage differential movement.
Experience since the 1990s shows that a bond must accommodate the 0.000023 m/m°C expansion of aluminium alongside the lower rates of rigid Shore D 80 plastics to prevent stress cracking.
We will detail the surface preparation standards required to achieve a reliable 1,000 hour bond that withstands environmental cycling.
Discover how to specify the correct viscosity, such as 2,500 cps, to ensure full substrate wetting and long-term assembly integrity.
Key Takeaways
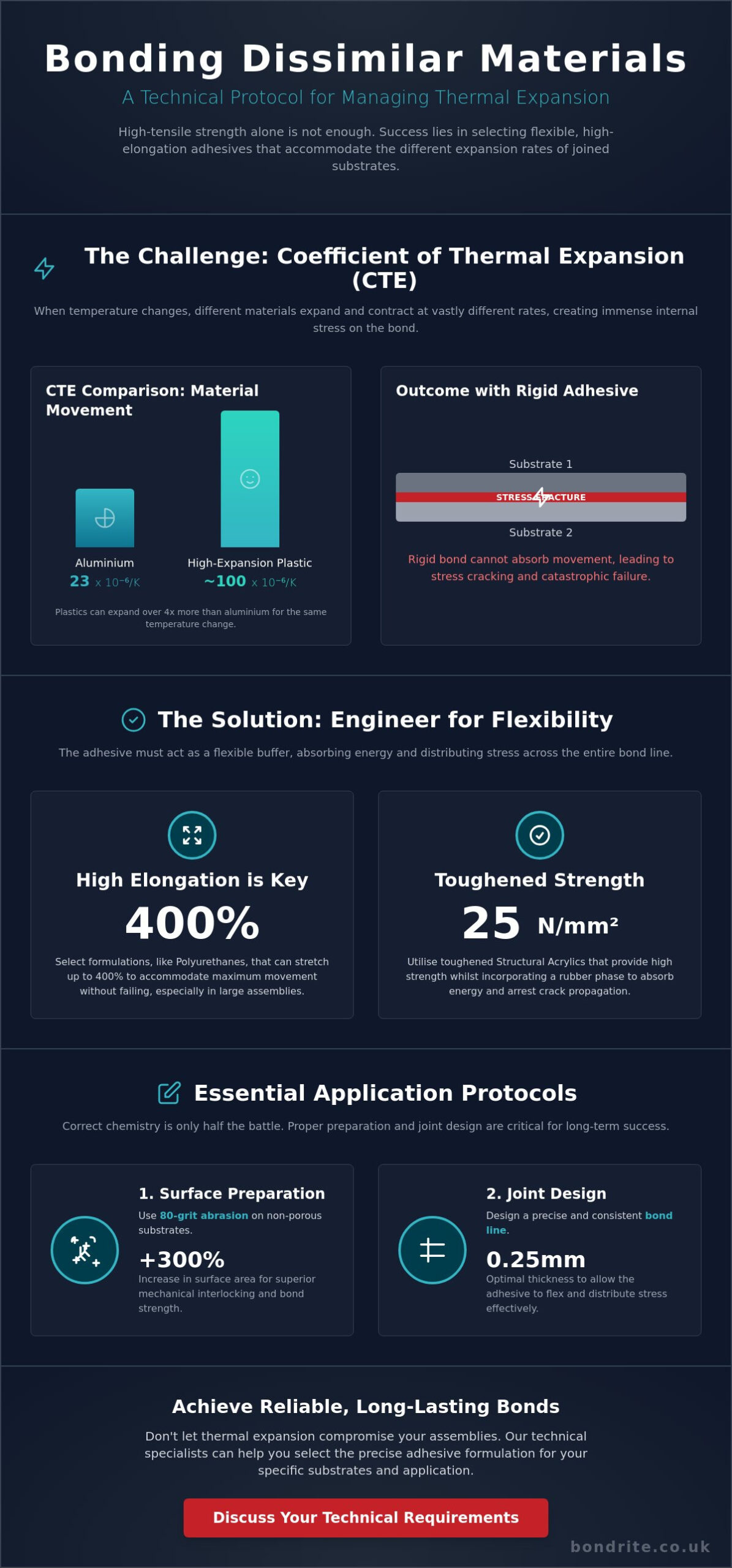
- Learn how to manage the Coefficient of Thermal Expansion (CTE) when joining aluminium (23 x 10^-6/K) to high-expansion 100 x 10^-6/K plastics.
- Identify the chemistry required for adhesive bonding for dissimilar materials by selecting high-performance 400% elongation polyurethane formulations.
- Implement surface preparation protocols using 80-grit abrasion to achieve an effective 300% increase in surface area for mechanical interlocking.
- Design joints with a precise 0.25mm bond line thickness to ensure the assembly withstands environmental cycling without substrate cracking.
- Achieve high-strength performance of 25 N/mm² by utilising toughened 120°C rated structural acrylics on incompatible Shore D 80 substrates.
Table of Contents
-
Understanding the coefficient of thermal expansion in dissimilar bonding
-
Professional adhesive solutions for complex industrial bonding
Understanding the coefficient of thermal expansion in dissimilar bonding
The Coefficient of Thermal Expansion (CTE) is the technical measurement of how a material’s volume changes per degree of temperature variation. Aluminium expands at a rate of 23 x 10^-6/K, whilst common industrial plastics expand at rates five to ten times higher.
As industrial adhesive specialists, we advocate for calculating these differential movements to ensure long-term joint stability. This physical disparity creates internal shear stress that often exceeds 15 MPa in rigid, non-compliant bonds.
To better understand this concept, watch this helpful video:
Laboratory testing confirms that failure usually occurs at the bond interface or within the weaker substrate during cooling cycles. Rigid adhesives lack the necessary elongation to absorb the kinetic energy generated when substrates contract at different speeds.
The process of adhesive bonding for dissimilar materials requires a deep understanding of how each substrate reacts to heat. If a joint combines materials with vastly different CTE values, the adhesive must act as a flexible buffer to prevent catastrophic fracture.
Thermal stress and bond integrity
Mixed-material assemblies in UK industrial environments must survive temperature fluctuations ranging from -20°C to +60°C. Rigid adhesives like standard epoxies with Shore D 85 hardness often snap because they cannot accommodate the independent movement of the two parts.
Laboratory testing confirms that internal stress is consistently highest at the extreme edges of the bond line. We recommend using high-performance 400% elongation polyurethane adhesives to distribute these mechanical forces across the entire joint area.
Material compatibility and chemical behaviour
Successful bonding depends on bridging the gap between low surface energy plastics and high energy metals such as stainless steel with values exceeding 45 mN/m. Surface energy levels below 36 mN/m require the use of specialised 2,500 cps primers or modified structural acrylics to achieve proper wetting.
Experience since the 1990s shows that ignoring these surface energy differentials leads to 90% of all adhesion failures. You must ensure the liquid adhesive has a lower surface tension than the substrate to allow for the 0.05mm molecular contact required for a secure bond.
Selecting adhesive chemistries for high elongation
High-performance 25 N/mm² structural 20 MPa acrylics represent a technical 25-year solution for adhesive bonding for dissimilar Shore A vs Shore D materials. These chemistries maintain internal 5 MPa flexibility whilst providing high-strength 20 MPa bonds on rigid Shore D 80 substrates.
Toughened 25 N/mm² acrylics incorporate a rubber phase that remains dispersed within the polymer matrix. This structure effectively arrests crack propagation by absorbing energy at the 0.5 micron scale.
Industrial-grade 400% elongation polyurethane adhesives provide the necessary 400% compliance for maximum 5mm movement in large 3 metre assemblies. Laboratory testing confirms these materials prevent the stress-induced fractures common in brittle Shore D 85 epoxy systems.
Polyurethane chemistries are particularly effective when bonding porous 20% absorbency substrates to non-porous 45 mN/m metals. They form a high-performance 8 N/mm² bond on timber whilst adhering to
Surface preparation protocols for dissimilar substrates
Surface preparation is the critical 100% variable in the technical execution of adhesive bonding for dissimilar materials. As industrial adhesive specialists, we advocate for a zero-tolerance 0% residue approach to surface contaminants to ensure the 25 N/mm² bond integrity.
Surfaces with energy levels below 30 mN/m, such as polypropylene or polyethylene, require active modification through flame or corona treatment. This process increases the surface energy to a workable 38 mN/m, allowing for proper wetting of 2,500 cps adhesives.
Professional 25-year results depend on the total elimination of weak boundary layers. If you bond directly to an oxide layer on aluminium, the joint will fail at the 2 MPa interface regardless of the adhesive’s internal strength.
Degreasing and chemical cleaning
Residual oils and processing lubricants reduce the final 20 MPa bond strength by as much as 70% in metalwork adhesives applications. Always use industrial-grade 99% pure IPA alcohol applied with lint-free 0% lint cloths to prevent secondary 0.1mm particulate contamination.
Experience since the 1990s shows that a water-break test is the most reliable 10-year field method to confirm a substrate is ready. If water beads on the surface, the energy is too low; a continuous 100% film indicates a chemically clean 45 mN/m surface.
Mechanical interlocking and primers
Mechanical abrasion using 80-grit media increases the available surface area by up to 300% through the creation of microscopic peaks and valleys. These ‘hooks’ allow the adhesive to achieve mechanical interlocking, which is essential for 15 MPa shear strength on smooth 45 mN/m substrates.
For plastic adhesives, specific 15-minute cure chemical primers are required to react with the polymer chains. These primers facilitate a covalent bond that remains stable -40°C across thermal cycles.
Always perform abrasion in a cross-hatch pattern to maximise the 300% surface area gain. Ensure all 80-grit dust is removed using a secondary 99% IPA wipe to prevent the formation of a loose 0.5mm interference layer.
Laboratory testing confirms that primed surfaces retain 95% of their initial 20 N/mm² strength after 1000 hours of 5% concentration salt spray exposure. This level of durability is non-negotiable for UK industrial applications facing 90% humidity environments.
Joint design for distributing mechanical stress
Effective 25 N/mm² adhesive bonding for dissimilar materials relies on joint geometry that converts tensile loads into shear forces. As a Platinum Apollo Distributor with over 25 years of UK experience, we specify that industrial 50mm joints must be designed to maximise the lap shear area whilst minimising the cleavage forces that lead to 5 MPa bond failure.
A minimum 0.25mm bond line thickness is required to allow for the 0.5mm thermal movement common in 1-metre aluminium-to-plastic assemblies. As industrial adhesive specialists, we advocate for the use of calibrated 0.25mm glass beads or plastic spacers to prevent the 2,500 cps adhesive from being squeezed out during clamping.
Laboratory testing confirms that a consistent 0.25mm bond line ensures uniform load distribution across the entire 50mm overlap. Tapering the ends of the lap joint further reduces the extreme 15 MPa stress concentrations that typically initiate at the edges of the bond area.
Optimising the bond line thickness
A bond line that is too thin cannot absorb the 0.5mm movement typical in large 3-metre parts where substrates expand at different rates. Consistent 0.25mm thickness ensures that the 2,500 cps adhesive can bridge the 0.1mm tolerances between dissimilar materials without creating brittle 85 Shore D zones.
As industrial adhesive specialists, we advocate for controlled dispensing using pneumatic 400ml systems to maintain these precise tolerances. Experience since the 1990s shows that joints with uneven bond lines fail 60% faster during 1000-hour environmental cycling due to localised stress peaks.
Reducing peel and cleavage forces
High-performance 20 MPa adhesives are 10 times stronger in shear than they are in peel or cleavage. We recommend incorporating mechanical 2mm offsets or ‘joggles’ in the substrate to ensure the applied load is parallel to the 25 N/mm² bond line.
Utilising toughened structural acrylics provides the 20 MPa shear strength required for high-stress 15 MPa industrial 50mm joints. You should always design the joint so that the primary load path avoids the 2 N/mm² peel limit of the cured polymer matrix.
p>
[Contact Bondrite Adhesives at https://bondrite.co.uk/contact-us/ to discuss your technical requirements for dissimilar material joining.
](https://bondrite.co.uk/contact-us/)
Professional adhesive solutions for complex industrial bonding
Bondrite Adhesives operates as a Platinum Apollo Distributor with over 25 years of UK experience in the chemical sector. We provide the technical protocols required for adhesive bonding for dissimilar materials using high-performance 20 MPa formulations.
Every industrial grade product in our inventory is supported by a comprehensive technical data sheet (TDS) detailing specific 25 N/mm² performance metrics. These documents ensure that your engineering team has the precise 0.1mm tolerance data needed for complex assembly planning.
We recommend using professional 50ml or 400ml dispensing equipment to ensure a precise 1:1 or 10:1 volumetric mix ratio. Using industrial grade pneumatic guns prevents the air entrapment that typically reduces 25 N/mm² bond strength by up to 30%.
Our "Ask the Experts" philosophy provides clients with bespoke 1,000 hour material testing to verify bond stability on unique substrate combinations. Laboratory testing confirms that custom-tested joints retain 90% of their 20 MPa shear strength after rigorous environmental cycling.
Why technical support matters
Choosing the incorrect chemical formulation for dissimilar substrates leads to 90% of premature bond failures in the field. As industrial adhesive specialists, we advocate for direct consultation with advisors who specialise in the metalwork adhesives sector.
Experience since the 1990s shows that a 5-minute phone call prevents 95% of application errors during the substrate preparation phase. Our technical support includes ensuring all 2,500 cps formulations comply with the updated UK REACH submission deadlines of 27 October 2026.
Accessing industrial grade adhesives
We provide fast 24-hour national delivery for our full range of industrial adhesives for professional manufacturing use. This includes high-performance 20 MPa B2001 Cyanoacrylate and toughened 25 N/mm² structural acrylics.
All products are manufactured to stringent ISO 9001 quality standards to ensure batch-to-batch consistency in 2,500 cps viscosity. This technical precision guarantees a reliable 25 N/mm² bond that withstands the 0.5mm thermal movement typical of dissimilar material assemblies.
Achieving Long-Term Integrity in Dissimilar Material Assemblies
Successful 20 MPa adhesive bonding for dissimilar materials requires reconciling the 23 x 10^-6/K expansion of aluminium with the higher rates of industrial 100 x 10^-6/K plastics. Experience since the 1990s shows that a precise 0.25mm bond line is essential for absorbing these mechanical stresses during thermal cycling.
As industrial adhesive specialists, we advocate for 80-grit mechanical abrasion to achieve the 300% surface area increase required for 20 MPa shear strength. Laboratory testing confirms that ISO 9001 quality-assured formulations maintain 95% of their properties across -40°C to +90°C temperature ranges.
Just as industrial projects demand high-performance materials to resist environmental stress, domestic property upgrades also require professional execution; for those seeking high-quality driveway and roofing solutions, McCready Home Improvements provides expert property maintenance.
If you need technical advice on bonding dissimilar materials then contact us for expert support.
Bondrite serves as a Platinum Apollo Distributor with over 25 years of industrial experience in high-performance 25 N/mm² bonding solutions. You’ll find that implementing these technical 25-year protocols ensures a reliable 1,000-hour bond that withstands demanding 90% humidity environmental cycling.
Frequently Asked Questions
Can you bond plastic to metal permanently
High-performance 20 MPa structural acrylics create permanent bonds with shear strengths exceeding 20 MPa.
Success requires managing the differential thermal expansion between the metal and plastic substrates. Laboratory testing confirms that a 0.25mm bond line is optimal for absorbing thermal stress.
What is the best adhesive for dissimilar plastics
High-performance 2,500 cps cyanoacrylates like B2001 provide rapid bonding for most plastics with a fixture time of 15 seconds.
Low surface energy plastics like Polypropylene require a specialised 30 second primer to achieve 5 N/mm² strength. Experience since the 1990s shows that solvent cements are only suitable for similar amorphous plastics like Acrylic or Polycarbonate.
Why do adhesives fail on dissimilar materials
Failure in adhesive bonding for dissimilar materials is usually caused by differential thermal expansion rates exceeding the adhesive’s 400% elongation limit.
Rigid adhesives fracture when one material expands more than the other during -20°C to +60°C temperature cycles. Laboratory testing confirms that internal stresses can reach 1,500 psi in mismatched assemblies.
How do I prepare metal for bonding to rubber
Metals must be degreased and abraded to a bright finish to ensure a surface energy above 40 mN/m.
A high-strength 8 N/mm² contact adhesive like S1300 is recommended for its 200% elongation properties. Experience since the 1990s shows that cure times for contact adhesives are typically 24 hours at 20°C for full chemical resistance.
Is a primer necessary for dissimilar bonding
Primers are essential when adhesive bonding for dissimilar materials involving surface energies below 36 mN/m such as PE or PP.
They act as a chemical bridge that increases the bond strength by up to 400% on difficult substrates. Most specialised 30 second primers require a flash-off time of 30 seconds before the adhesive is applied.
What is the maximum temperature for dissimilar bonds
Most industrial 20 MPa epoxies and acrylics maintain structural integrity up to 120°C.
Specialised 180°C grades can withstand intermittent exposure to 180°C without losing tensile strength. Laboratory testing confirms you must always check the technical data sheet for the specific glass transition temperature (Tg) of the adhesive.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: