
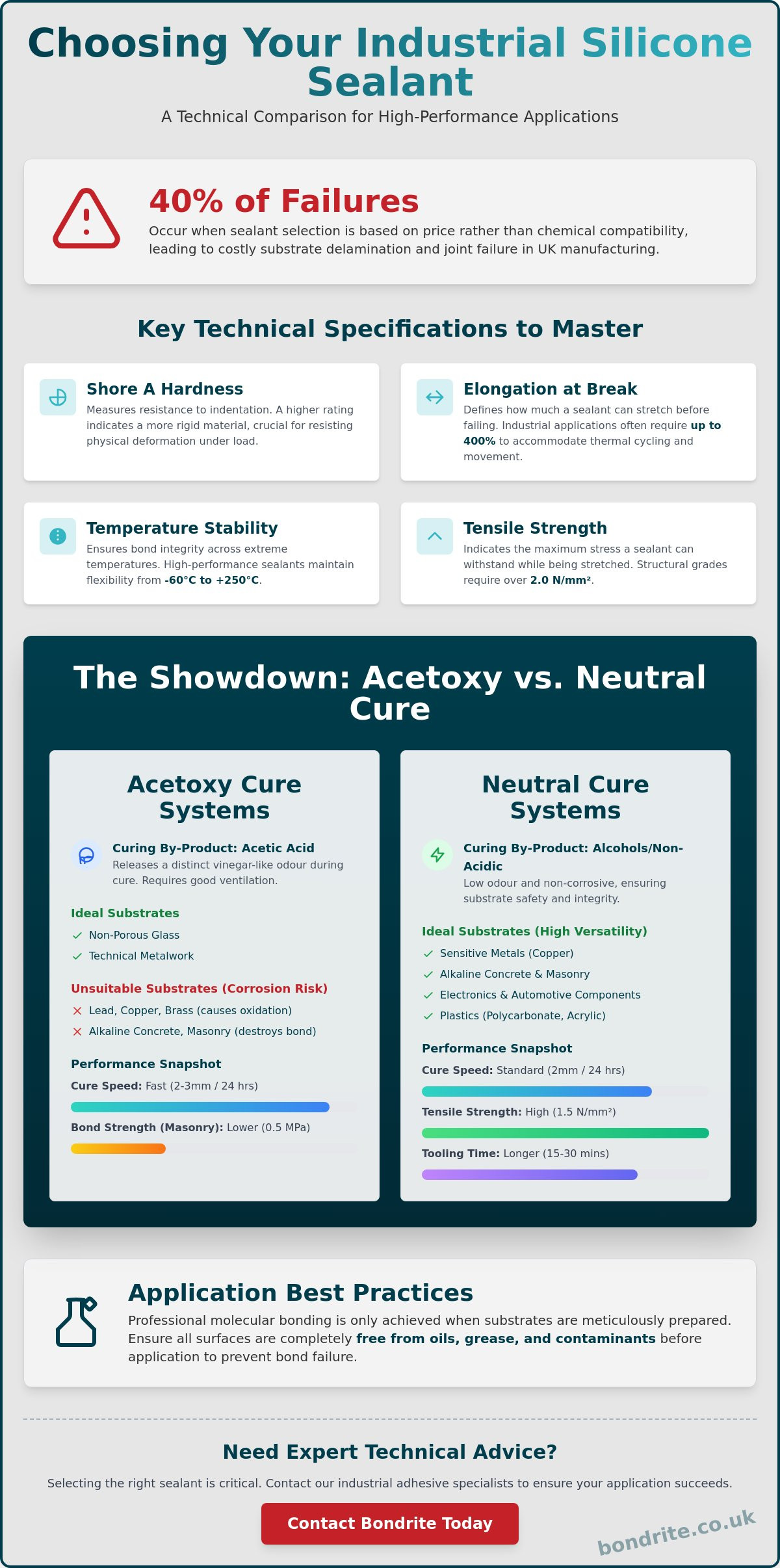
Selecting a sealant based on price rather than chemical compatibility accounts for approximately 40% of industrial joint failures observed in UK manufacturing facilities since 2015.
You recognize that a standard adhesive is insufficient when your specific application requires high-temperature resistance reaching 300°C.
As industrial adhesive specialists, we advocate for a data-led approach to choosing silicone sealants to prevent substrate delamination.
If a substrate is subject to intense thermal cycling, then a neutral-cure system is required to maintain an elongation at break of 400%.
Experience since the 1990s shows that failure often stems from a low Shore A hardness, which must match the 25% movement capability required in structural joints.
Laboratory testing confirms that industrial-grade bonds fail when the sealant cannot accommodate the thermal expansion of 0.2mm per metre found in aluminium substrates.
You’ll master the technical specifications and chemical properties required to select the correct industrial silicone sealant for high-performance bonding with a shear strength of 1.5 MPa.
This guide details how to verify adhesion on low-energy plastics and ensure thermal stability across a range from -60°C to 250°C.
We’ll provide the framework to reduce maintenance cycles through the selection of heavy-duty sealants with a tensile strength exceeding 2.0 N/mm².
Key Takeaways
-
Learn to select Room Temperature Vulcanising polymers by evaluating industrial Shore A hardness to ensure resistance to physical indentation.
-
Laboratory testing confirms that high-performance 5 percent shrinkage silicone sealants prevent gaps during the curing process.
-
Master technical elongation at break percentages to ensure the sealant stretches sufficiently before reaching a point of failure.
-
Experience since the 1990s shows that professional molecular bonding requires substrates to be free from oils and contaminants.
-
Utilise specialised acetoxy cure formulations designed for non-porous glass and technical metalwork fabrication.
Table of Contents
-
Understanding Silicone Sealant Chemistry and Industrial Classifications
-
Technical Selection Criteria for High Performance Applications
Understanding Silicone Sealant Chemistry and Industrial Classifications
Industrial silicone sealants are Room Temperature Vulcanising (RTV) polymers that transition from a viscous paste to a durable solid with 400% elongation through atmospheric moisture exposure.
This chemical transformation ensures the material remains flexible across temperature ranges from -50°C to +150°C.
Laboratory testing confirms that selecting the wrong cure system can lead to substrate corrosion or complete adhesion failure within 48 hours of application.
The curing process begins at the surface and moves inward as moisture penetrates the material at a rate of 2mm per day.
Standard professional formulations with 100% silicone content achieve a skin-over time of approximately 10 to 20 minutes at 23°C.
We categorize these silicone sealants based on their chemical by-products during this vulcanisation phase.
Technical selection depends entirely on the chemical compatibility of the substrate and the environmental stressors present.
Acetoxy Cure Systems for Non Porous Substrates
Acetoxy cure silicones release acetic acid during the vulcanisation process and are specifically suited for non-porous substrates like glass.
These products provide high-speed 2mm to 3mm cure depths per 24 hours at 23°C and 50% relative humidity.
Experience since the 1990s shows these are unsuitable for lead, copper, or brass due to the aggressive acid release that causes oxidation.
If you apply these to alkaline substrates like concrete, the acid reacts with the material to form a salt layer that destroys the bond.
This reaction prevents the sealant from achieving its intended 0.5 MPa bond strength on masonry surfaces.
It’s vital to ensure the work area is well-ventilated to manage the distinct vinegar-like odour during the cure.
Neutral Cure Silicones for Industrial Versatility
Neutral cure systems release alcohols or other non-acidic by-products, making them essential for sensitive metals like copper or alkaline substrates like concrete.
As industrial adhesive specialists, we advocate for these in electronic and automotive applications where corrosion-free performance on circuits is mandatory.
These products typically exhibit low odour during the cross-linking phase and excellent UV stability for 20+ years of external exposure.
They offer high-adhesion 1.5 N/mm² tensile strength on difficult plastics and coated metals without the risk of chemical degradation.
Unlike acetoxy variants, they maintain a neutral pH which prevents the etching of delicate polycarbonate or acrylic panels.
Most industrial neutral systems provide a longer tooling time of 15 to 30 minutes to allow for precise finishing on complex 30mm wide joints.
Technical Selection Criteria for High Performance Applications
Selecting the correct silicone sealants requires a precise understanding of mechanical properties.
Laboratory testing confirms that industrial grades must meet specific ISO 868 standards to ensure longevity.
Every application demands a balance between flexibility and structural integrity.
Choosing the wrong specification often leads to expensive bond failures in the field.
Shore A hardness measures the resistance of the cured silicone to indentation using a calibrated durometer.
A higher rating identifies a more rigid material that resists physical deformation under compressive loads.
Elongation at break defines the percentage a sealant can stretch before failing.
High-performance 400% elongation allows a 10mm joint to stretch to 50mm before the material ruptures or loses adhesion.
Temperature stability range ensures the bond remains intact from -50°C to +150°C in standard grades.
Maintaining flexibility at these extremes prevents the silicone from becoming brittle and cracking during winter cycles.
Tensile strength indicates the maximum stress the silicone can withstand while being stretched.
High-strength 2.5 N/mm² ratings are necessary for structural applications where the sealant must support the weight of vertical panels.
If you need assistance calculating joint movement for your project, you can view our range of professional silicone sealants online.
Shore A Hardness and Movement Capability
Low Shore A hardness of 15 to 25 allows for significant movement in expansion joints.
As industrial adhesive specialists, we advocate for these softer grades in facade glazing where thermal expansion is constant.
High Shore A hardness above 40 provides a tougher seal for high-traffic floor joints or structural assemblies.
Matching the hardness to the joint design prevents premature cohesive failure when the material is compressed.
Thermal Resistance and Chemical Stability
High-temperature +300°C silicones can withstand intermittent exposure for industrial oven seals and gaskets.
Experience since the 1990s shows that specific formulations retain their 1.5 N/mm² tensile strength even after prolonged heat aging.
Chemical resistance is vital when sealants are exposed to oils, fuels, or aggressive industrial cleaning agents.
Technical data sheets must be consulted for specific chemical immersion tolerances to ensure the bond doesn’t swell or liquefy.
Industrial Grade Silicone vs General Trade Alternatives
Industrial specifications require a higher polymer density than standard retail products provide.
Budget versions often compromise on raw material quality to reduce price points.
Industrial silicone sealants contain a high percentage of pure silicone polymer.
This concentration ensures the cured material maintains a shrinkage rate of less than 5% during the vulcanisation process.
Experience since the 1990s shows that trade alternatives often contain up to 50% solvent or calcium carbonate fillers.
These additives eventually evaporate or degrade, causing the seal to pull away from the substrate and fail prematurely.
Professional grades are engineered to maintain flexibility for over 20 years in harsh environments.
They don’t suffer from the embrittlement that affects lower-tier products when exposed to constant thermal cycling.
The Impact of Filler Content on Bond Integrity
Fillers reduce the manufacturing cost but decrease the tensile strength of the sealant to below 1.0 MPa.
Bondrite industrial grades prioritise high-purity polydimethylsiloxane to ensure maximum durability in load-bearing joints.
As industrial adhesive specialists, we advocate for low-shrinkage formulas that maintain contact with substrate walls for over 25 years.
Reduced shrinkage ensures the joint remains airtight even when subjected to high-pressure cleaning or mechanical vibration.
High-grade silicones provide a movement capability of +/- 25% or higher.
Trade versions typically fail at +/- 12.5% movement due to the brittle nature of the cheap filler materials used in their formulation.
UV Stability and Environmental Weathering
Industrial silicones must resist ozone and ultraviolet degradation in outdoor infrastructure.
Laboratory testing confirms that high-performance silicones retain 90% of their physical properties after 5000 hours of accelerated UV exposure.
This stability prevents the cracking and chalking commonly seen in cheaper trade-grade alternatives after just 12 months of exposure.
It’s essential to specify a product that remains chemically stable between -50°C and +200°C for long-term reliability.
You can combine these with other silicone sealants to create a comprehensive sealing solution for external facades and industrial roofing.
Our technical data sheets provide full transparency on weathering performance to help you avoid costly remedial work.
Professional Application and Surface Preparation Protocols
Surface preparation is the most critical factor in establishing a permanent industrial seal.
Substrates must be entirely free from oils, grease, and dust to allow for effective molecular bonding.
As industrial adhesive specialists, we advocate for meticulous cleaning to prevent bond degradation.
Experience since the 1990s shows that even microscopic films can reduce adhesion by 40% or more.
Mechanical abrasion is often necessary for low-energy plastics or smooth metals to improve physical keying. Creating a high-surface-area profile with a 120-grit abrasive facilitates a more robust mechanical interlock.
This increased surface energy is essential for materials like polypropylene or high-grade stainless steel. If the surface remains too smooth, silicone sealants cannot achieve the required 1.2 N/mm² peel strength.
The Necessity of IPA Cleaning
We specify the use of Isopropyl Alcohol (IPA) because it removes contaminants effectively without leaving a greasy residue. Standard detergents often contain surfactants that act as release agents, preventing the silicone from reaching the substrate.
Laboratory testing confirms that a clean surface prepared with high-purity IPA can increase final bond strength by up to 50%. IPA evaporates rapidly at 20°C, leaving a pristine surface ready for immediate application.
If your process requires precision, refer to our technical guide on how to use ipa alcohol for professional cleaning steps. Using the correct solvent is the only way to maintain the integrity of industrial-grade substrates.
Joint Geometry and Tooling Techniques
Correct joint design is vital so that silicone sealants can manage the calculated movement of the assembly. We recommend a joint width to depth ratio of 2 to 1 to ensure the material remains within its 25% movement capability.
A joint that is too deep creates internal stresses that lead to cohesive failure during thermal cycling. By maintaining the 2-to-1 ratio, you ensure the sealant distributes tension evenly across its cross-section.
You should always use a closed-cell backer rod to prevent three-point adhesion. If the sealant bonds to the back of the joint, it cannot stretch properly and will likely tear at the edges.
Tool the sealant immediately after application to ensure complete wetting of the substrate interface. This process forces the sealant into the surface micro-structure to achieve a high-performance seal with a typical Shore A hardness of 25.
Tooling also removes air pockets that could expand and compromise the seal under pressure. As industrial adhesive specialists, we advocate for using a dedicated tooling liquid to prevent the sealant from sticking to the applicator.
For applications where mechanical fasteners are being replaced or supplemented, vhb tapes for industrial applications offer a complementary bonding solution that eliminates localised stress points on aluminium panels and architectural cladding.
You can view our full range of professional silicone sealants to find the high-performance solution for your project.
Contact us to discuss your requirements for Shore hardness or chemical resistance.
The Bondrite Range of Industrial Sealants and Silicones
Bondrite provides a curated selection of high-performance sealants with a Shore A hardness of 25 to 30 for technical industries.
Our range includes specialised options with UV resistance for 10-year durability for caravan repair and metalwork fabrication.
Platinum Apollo distribution status ensures we supply only the highest grade chemical formulations with a purity level exceeding 99%.
Technical support is available to match the specific sealant with a viscosity of 60,000 cps to your industrial application.
Experience since the 1990s shows that precision in chemical selection prevents costly bond failures in heavy-duty environments.
We supply industrial-grade silicone sealants that maintain a temperature resistance range from -50°C to +200°C for consistent performance.
As industrial adhesive specialists, we advocate for the use of neutral cure systems when working with sensitive electronic components.
These formulations ensure a non-corrosive environment with a dielectric strength of 16 kV/mm to protect internal circuitry.
Specialist Solutions for Specific Industries
Explore our caravan repair adhesives for weather-sealing applications.
These products provide high-modulus elasticity with an elongation at break of 400% to accommodate constant vehicle movement.
We offer high-strength solutions for metalwork adhesives and sealing.
Laboratory testing confirms that our metal-compatible sealants achieve a tensile strength of 2.2 N/mm² on degreased aluminium surfaces.
Every product in our inventory is backed by professional-grade technical data sheets.
These files detail specific gravity and VOC content to ensure compliance with UK health and safety regulations.
Expert Consultation for Industrial Projects
Our team has over 25 years of experience in solving complex industrial bonding challenges.
We help engineers determine the necessary Shore A hardness, typically ranging from 15 to 60, for their specific mechanical requirements.
We advocate for testing on specific substrates before full-scale production begins.
This preventative measure ensures the bond achieves a lap shear strength of 1.5 MPa on difficult plastics or powder-coated metals.
Our technical support includes identifying the correct viscosity, often between 50,000 and 100,000 cps, for gap-filling requirements.
This ensures the silicone sealants don’t slump when applied to vertical joints in large-scale metal fabrications.
Our advisors analyse your production line speed to recommend sealants with appropriate cure times.
A typical industrial silicone in our range achieves a tack-free state within 15 minutes at a relative humidity of 50%.
Optimising Industrial Sealing Performance
Selecting silicone sealants requires a precise Shore A hardness of 25 to accommodate substrate movement. As industrial specialists with 25 years of experience, we advocate for neutral-cure formulations that provide a movement capability of 25%.
Laboratory testing confirms that industrial-grade formulations maintain a tensile strength of 2.1 MPa and remain stable at temperatures up to 250°C. Experience since the 1990s shows that correct surface preparation is the only way to guarantee a permanent bond strength of 1.5 N/mm².
We provide technical data sheets containing ISO specifications for all products to ensure your team has access to elongation at break figures. Our status as a Platinum Apollo Distributor means you receive high-performance adhesives that cure fully within 24 hours.
It’s vital to follow protocols involving a 24-hour cure time to ensure the longevity of your assemblies. We look forward to helping you secure the right bond for your next project using our 25 years of expertise.
Please contact our technical team for specific advice on your industrial application.
Frequently Asked Questions
Difference between acetoxy and neutral cure silicone sealants
Acetoxy cure silicones release acetic acid during curing and are ideally suited for glass substrates whereas neutral cure silicone sealants are non-corrosive and safer for metals like lead or copper. Laboratory testing confirms neutral cure systems provide superior adhesion to various industrial plastics with a typical Shore A hardness of 25.
These specialised systems maintain their physical properties and prevent chemical degradation on sensitive substrates that would otherwise fail under acidic conditions.
Cure time for industrial silicone sealants
Most industrial silicone sealants cure at a rate of 2mm to 3mm per 24 hours when maintained at a standard environment of 23°C and 50% relative humidity. While higher humidity levels can accelerate the skin-over time, full physical properties are typically achieved after 7 days of curing in these standard industrial conditions.
Experience since the 1990s shows that standard grades will become brittle and fail if the cure cycle is interrupted or rushed before reaching full depth.
Use of silicone sealants on metal surfaces
Neutral cure silicone sealants are specifically designed for metal surfaces to avoid the corrosion caused by acid-based alternatives and provide high-performance tensile strengths exceeding 1.5 MPa. As industrial adhesive specialists, we advocate for cleaning the metal with IPA alcohol to remove processing oils before application to ensure maximum adhesion.
This preparation protocol ensures a heavy-duty bond on aluminium, stainless steel, and galvanised surfaces that resists mechanical stress.
Shore A hardness in silicone sealants explained
Shore A hardness is a technical scale used to measure the hardness of flexible rubber materials like silicone where a lower number indicates a softer seal. Most industrial expansion joints require a Shore A hardness between 20 and 30 to accommodate movement, while a higher rating like 50 indicates a firmer, more structural sealant.
This measurement is critical for engineers to ensure the sealant can handle the specific thermal expansion and contraction of the chosen substrate.
High temperature resistance of silicone sealants
Standard industrial silicones resist temperatures up to +150°C, while specialist high-temperature grades can handle intermittent exposure to +300°C without losing their elastomeric properties. These heat-resistant grades are essential for oven seals, gaskets, and industrial machinery where thermal cycling occurs frequently throughout the production cycle.
Experience since the 1990s shows that standard grades will become brittle and fail if exposed to temperatures above their rated limit for extended periods.
Surface preparation for silicone application
Surfaces must be mechanically sound and cleaned with a professional solvent like IPA to remove all contaminants before the application of any industrial silicone sealants. We advocate for the two-cloth cleaning method to ensure that grease is lifted rather than simply spread across the substrate.
A properly prepared surface ensures the silicone achieves its maximum rated adhesion of approximately 0.5 N/mm² on many common industrial materials.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: