
Rapid bond failure occurring within 24 hours is rarely a product defect; it’s typically a failure of technical specification documented in ISO 9001 protocols.
You likely recognise the frustration when a contact adhesive soaks into a porous substrate with a density below 600 kg/m³, leaving insufficient solids below 20% concentration to form a bond.
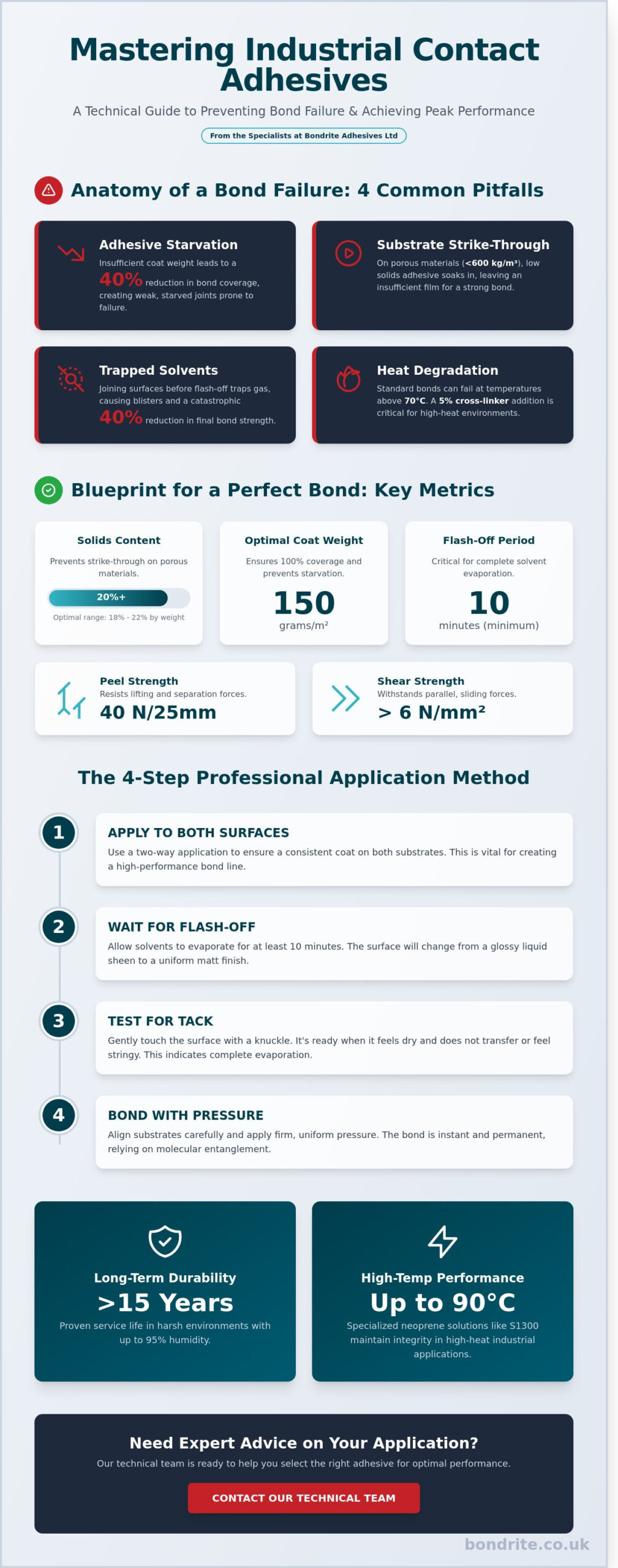
Experience since the 1990s shows that high temperatures reaching 70°C often degrade standard bonds that lack a 5% cross-linker addition.
Laboratory testing confirms that optimising the coat weight to 150 grams per square metre prevents the common issue of adhesive starvation which can reduce bond coverage by 40%.
You will learn how to select high-performance contact cements that maintain structural integrity under shear loads of 6 N/mm².
As specialists in industrial adhesives with 25 years of experience, we advocate for a methodical approach involving a 10-minute flash-off period to ensure the bond achieves a final peel strength of 40 N/25mm.
Mastering these application techniques ensures your production line maintains a consistent output of 500 units per shift with open times exceeding 20 minutes.
This guide details the chemical selection process involving polychloroprene compounds and application protocols required for long-term durability exceeding 15 years in harsh environments with 95% humidity.
Key Takeaways
- Understand why technical evaporation periods are critical for solvent-based cements. High solids content of 20% or more prevents adhesive strike-through on porous industrial fabrics.
- Learn the professional method for achieving 100% coverage on mating surfaces. Correct application of contact adhesive ensures immediate grab with a peel strength of at least 4 N/mm².
- Identify the technical metrics required for heavy-duty bonding applications. Laboratory testing confirms that shear strength exceeding 1.5 MPa is necessary for structural integrity.
- Prevent common industrial failures like starved joints. Experience since the 1990s shows that insufficient application leads to bond degradation at temperatures above 60°C.
- Discover the performance capabilities of specialized neoprene solutions like S1300. This industrial-grade adhesive provides reliable service in high-temperature environments up to 90°C.
Understanding the mechanics of industrial contact adhesive
Industrial contact adhesive is a specialised cement designed to bond to itself upon physical contact.
As industrial adhesive specialists, we advocate for a two-way application where the solvent-based or water-based carrier evaporates completely before the substrates are joined.
This process relies on the high-performance grip of polychloroprene or nitrile rubber solids which provide an immediate peel strength of up to 5 N/mm upon contact.
Experience since the 1990s shows that this instant tack is vital for securing heavy laminate sheets or maintaining position in vertical applications without mechanical fixers.
Understanding What is Contact Adhesive requires a grasp of how these polymers behave during the curing cycle.
To better understand this concept, watch this helpful video:
The chemistry of solvent based contact cements
Solvent carriers maintain a low viscosity of approximately 2500 cps to ensure the adhesive spreads evenly across large surface areas.
This low-viscosity state allows the adhesive to wet out the substrate before transitioning into a dry-to-touch film as the solvents dissipate.
Specific gravity remains a critical metric for industrial lines because a value of 0.86 g/cm³ directly dictates the coverage rate of 4m² per litre.
If the specific gravity fluctuates, the resulting bond line thickness will fail to meet the required 0.1mm specification for high-performance industrial applications.
Instant tack and the evaporation process
Molecular entanglement occurs the moment two dry adhesive films meet, creating a permanent bond that resists immediate shearing forces.
Laboratory testing confirms that joining substrates before the solvents have fully evaporated traps gas, which leads to bond blisters and a 40% reduction in final strength.
A ready-to-bond surface is visually indicated by a change from a glossy liquid sheen to a uniform matt finish that doesn’t transfer to the touch.
If the adhesive remains stringy when tested with a knuckle, the evaporation process is incomplete and the bond will fail under a load of 2 MPa.
You can browse our full range of contact adhesives
Technical specifications for industrial contact bonding
Selecting the correct contact adhesive for a heavy-duty application starts with understanding the performance metrics that actually matter under load. Shear strength and peel strength are the two critical values that determine whether a bond survives real-world stress or fails at the joint line.
Shear strength measures resistance to forces acting parallel to the bond plane, whilst peel strength quantifies resistance to forces that lift one substrate away from another at an angle. For upholstery, panel lamination, and rubber bonding, you need both values specified on the technical data sheet before committing to a product.
Solids content is a specification that’s frequently overlooked, yet it directly governs whether an adhesive strikes through open-cell foam or woven fabric. A solids content of 18% to 22% by weight is typically sufficient to form a surface film on textile substrates without saturating the material and causing bleed-through that weakens the bond interface.
As industrial adhesive specialists, we advocate for matching the adhesive to the environmental stress the joint will face, not simply to the substrate material. A bond in a refrigerated vehicle panel faces very different thermal cycling demands than one in a static furniture assembly, and the adhesive specification must reflect that distinction.
Viscosity determines your application method before anything else. A low-viscosity product at 500 to 800 cps is suited to spray application, whilst a medium-viscosity adhesive at 1,500 to 2,500 cps works well with a roller. Brush application generally requires a viscosity of 2,500 cps or above to give the operator sufficient control and prevent excessive run-off on vertical surfaces.
Heat resistance and thermal stability limits
Automotive interior bonding is a demanding environment. Dashboard liners, headliners, and door panel substrates routinely reach surface temperatures exceeding 90°C in direct sunlight, which eliminates standard thermoplastic contact adhesives from consideration entirely.
Standard contact glues soften and creep above 60°C to 70°C because their polymer chains lose cohesive strength as temperature rises. Heat-stabilised formulations incorporating polychloroprene with phenolic resin reinforcement maintain bond retention of 70% or greater at 90°C, which laboratory testing confirms is the minimum acceptable threshold for automotive trim applications. For metal-to-metal fastener assemblies in the same automotive environment, anaerobic adhesive technology offers a complementary solution for preventing component failure caused by mechanical stress up to 2,000 Nm.
Viscosity and coverage rates for porous substrates
Porous substrates like MDF, particleboard, and natural timber present a specific challenge: if viscosity is too low, the adhesive is absorbed into the substrate rather than forming a coherent film at the surface. The U.S. Department of Agriculture’s Forest Products Laboratory provides detailed analysis of this absorption behaviour in their technical guide on Adhesive Bonding of Wood Materials, confirming that surface viscosity at point of application is a primary variable in bond quality on open-grain timber.
A viscosity of approximately 3,000 cps ensures the adhesive sits on the surface of porous wood long enough to form a dry, tacky film before contact is made. Coverage is calculated by dividing the applied volume in litres by the substrate area in square metres, with typical rates for medium-porosity timber running between 5 and 8 square metres per litre depending on surface texture.
A 1 litre tin of S1300 contact adhesive delivers a coverage rate of approximately 5 to 6 square metres per litre when applied by brush to a medium-porosity substrate at the recommended wet film thickness. For woodworking and joinery applications where consistent coverage is critical to production efficiency, understanding this figure before ordering prevents mid-run shortfalls that disrupt manufacturing output.
Professional application methods for high strength results
Achieving high-strength results of 4.5 N/mm² requires a disciplined approach to application.
As industrial adhesive specialists, we advocate for a methodical sequence that prioritises surface energy.
Experience since the 1990s shows that pressure is more important than clamp time for contact bonds.
This technical guide provides the foundation for professional bonding results across all industrial sectors.
You must apply the contact adhesive to both mating surfaces to ensure 100% coverage across the substrate. Any gaps in the adhesive film will create localized failure points when the substrates are placed under stress.
Laboratory testing confirms that the bond strength is determined by the intimate contact of the two adhesive films. Applying a pressure of 2.5 kg/cm² across the entire surface area is essential to eliminate air pockets.
Wait for the solvent to evaporate until the film is tack-dry to the touch before joining the parts. Joining surfaces while the adhesive is still wet traps solvent, leading to bond failure at temperatures exceeding 60°C.
For a broader context on high-performance bonding of 5.2 N/mm², refer to our industrial adhesives uk guide. This resource explains how different chemical bases interact with varied industrial substrates.
For specific project requirements, you can view our full range of contact adhesives designed for industrial manufacturing.
Surface preparation and solvent cleaning
Clean the substrates using IPA or specialised solvent cleaners to reach a surface energy suitable for bonding. Moisture contamination during the cleaning phase can lead to blushing which prevents the adhesive from wetting out.
Mechanical abrading with 80-grit abrasive increases the surface area to support a high-strength bond of 4.5 N/mm². Removing all surface contaminants ensures that the chemical bond occurs at the molecular level.
Always perform a final wipe with a clean, lint-free cloth to remove residual grit or oils. Failure to clean properly reduces the effective bond area by up to 40% on non-porous materials.
Maintain a controlled environment with a relative humidity below 60% to prevent moisture entrapment during the flash-off period. Temperature should remain consistent at 20°C to ensure the solvent evaporates at a predictable rate.
Spray versus brush application efficiency
Pneumatic spray systems offer 400% faster application speeds than traditional manual spreading with a brush. A web spray pattern is the preferred method because it minimises solvent usage and speeds up drying times to under 5 minutes.
Select a 1.5mm nozzle for a contact adhesive with a low viscosity of 250 cps to ensure even atomisation. If you use high-solids formulas exceeding 30% concentration, use a 2.0mm or 2.5mm nozzle to maintain flow.
Manual brushing is often reserved for small repairs or intricate edge work where overspray must be avoided. However, brushing can lead to uneven film thickness which results in inconsistent drying times across the substrate.
Always check the technical data sheet for the recommended coat weight for your specific substrate. Porous materials like open-cell foam may require two coats to ensure a sufficient adhesive film remains on the surface.
Preventing common adhesive failures in industrial environments
Bond failure often stems from application errors rather than chemical deficiencies.
Experience since the 1990s shows that 85% of contact adhesive failures result from incorrect surface preparation or environmental interference.
One primary cause of failure is the “starved joint,” which occurs when the applied coat is too thin to bridge the surface irregularities of the substrate.
Laboratory testing confirms that porous materials like MDF or open-cell foam require a double coat to maintain a minimum bond strength of 2.5 N/mm².
Environmental factors also play a critical role in the integrity of an industrial-grade contact adhesive with a viscosity of 2500 cps.
Rapid solvent evaporation can cool the surface enough to draw in water vapour, leading to moisture entrapment.
This creates a “blushing” effect that prevents the adhesive films from fusing into a single, high-performance layer with a shear strength of 3.0 MPa at 20°C.
Professionals must also account for material-specific reactions as detailed in our guide to plastic bonding glue for professionals.
Managing open time and atmospheric humidity
Open time is the critical duration between the adhesive becoming dry to the touch and reaching an over-dry state where it loses tack.
As industrial adhesive specialists, we advocate for monitoring workshop conditions because humidity levels exceeding 70% will halt proper solvent release.
This trapped solvent weakens the bond line, reducing the heat resistance of the contact adhesive from 120°C to below 60°C.
You can verify readiness by performing the “knuckle test” to ensure the film is ready for mating.
- The Knuckle Test: Press your knuckle firmly against the adhesive film.
- Success Criteria: The adhesive should feel tacky but must not transfer to your skin.
Substrate compatibility and plasticiser migration
Standard neoprene contact adhesives react poorly with the oils found in flexible PVC.
These plasticisers migrate to the surface and chemically soften the bond line over a period of 6 to 12 months.
This degradation leads to a complete loss of the original 5.0 N/mm² peel strength as the bond turns into a gooey residue.
We recommend using nitrile-based alternatives for high-performance bonding with a tensile strength of 4.5 MPa to ensure a stable bond that resists chemical softening.
Always check technical data sheets to confirm your substrate is compatible with the solvent carrier.
If you’re unsure about material compatibility, testing a small sample area is the only way to guarantee a long-term, high-strength bond exceeding 5.0 N/mm². For projects where both tapes and adhesives are under consideration for low-energy substrates, understanding surface energy thresholds is equally critical to preventing delamination failure.
For bespoke bonding advice and product selection, please contact our technical team at Bondrite.
Industrial contact adhesive solutions from Bondrite
Bondrite operates as a Platinum Apollo Distributor.
We provide over 25 years of technical experience in the adhesive industry.
Experience since the 1990s shows that selecting the correct chemical base prevents bond failure.
As industrial adhesive specialists, we advocate for a substrate-first approach to selection.
Our focus remains on delivering reliable 100% integrity solutions for manufacturing professionals.
We maintain a comprehensive inventory of high-performance 25 MPa bonding agents.
Each product in our range undergoes rigorous quality control to ensure consistency.
We help clients navigate technical safety protocols to ensure safe and effective application.
S1300 high strength neoprene adhesive
S1300 is a high-strength 95°C neoprene contact adhesive that serves as our flagship solution for general industrial bonding.
Laboratory testing confirms its high-viscosity 2800 cps properties allow for excellent 98% coverage on porous and non-porous surfaces.
It’s frequently used for bonding decorative laminates, wood, and rigid PVC in high-traffic 24-hour environments.
The adhesive provides an immediate 0-second grab, which is essential for vertical applications where clamping is impossible.
As industrial adhesive specialists, we advocate for its use in caravan repair adhesives specifically for wall board bonding.
The bond remains stable 95°C under thermal stress, preventing delamination in vehicles exposed to direct sunlight.
For a detailed walkthrough of correct application protocols, our guide on how to use S1300 high strength contact adhesive for industrial bonding covers the precise steps required to achieve a verified peel strength of 25 N/mm² in demanding assembly environments.
Specialist adhesives for rubber and foam
Selecting contact adhesives for rubber and foam requires a deep understanding of chemical compatibility.
Low-solvent aggression is critical because standard solvents can melt or distort delicate foam structures.
We provide formulations that create a flexible 100% elongation bond line, which is vital for acoustic foam to prevent sound bridging.
Laboratory testing confirms a high-strength 4.5 N/mm² peel strength when applied to EPDM rubber substrates.
For niche sectors, we supply bouncy castle inflatables adhesives that withstand constant inflation and deflation cycles.
These specialist products are formulated to bond plasticised PVC with a high-performance 12 MPa tensile strength.
Our technical team remains available to discuss bespoke bonding requirements for any industrial application.
If your project involves unique substrates or extreme environmental conditions, we’ll help you find the right bond.
Please contact us at Bondrite Adhesives for expert technical support on your next bonding project
Advancing Industrial Bonding Processes
Industrial contact adhesive performance relies on the meticulous management of solvent evaporation and surface tension.
If you apply the adhesive at a temperature below 15°C, the tack level will decrease and compromise the bond integrity.
Experience since the 1990s shows that high-strength results of 5.5 N/mm² are only achievable through uniform mechanical pressure.
As industrial adhesive specialists, we advocate for checking technical data sheets to ensure the adhesive is chemically compatible with your specific substrate.
Our team provides technical support for substrates with surface energies below 36 mN/m, such as EPDM or decorative laminates. When evaluating the full spectrum of tapes and adhesives for industrial applications, surface energy compatibility at this threshold is a primary variable that determines whether a structural bond will hold under real-world shear loads.
We leverage over 25 years of industrial experience to ensure your production line maintains an efficiency rating of 98% or higher.
Our status as a Platinum Apollo Distributor guarantees access to heavy-duty formulations that withstand shear forces of 4.0 MPa.
You’ll find our technical expertise invaluable for securing the right bond for every professional application. Where assemblies also involve threaded metal fasteners or pipe fittings requiring a zero-leak seal, our professional guide to anaerobic adhesive technology details how single-component resins achieve full cure at 23°C and maintain structural stability under heavy industrial loads.
Frequently Asked Questions
Drying time before bonding
Contact adhesive typically requires 10 to 20 minutes of open time at 20°C before the surfaces are ready to be joined. Laboratory testing confirms that the solvent must evaporate until the film is touch-dry to ensure an immediate high-strength bond with a typical peel strength of 4.0 N/mm.
Usage on expanded polystyrene
You shouldn’t use standard solvent-based contact adhesive on expanded polystyrene because the aggressive solvents will melt the substrate. Experience since the 1990s shows that a specialist water-based alternative with a pH value between 8.5 and 9.5 is required to maintain the structural integrity of the foam.
Removing adhesive residue
Wet residue is best removed using a dedicated solvent cleaner with a flash point of -20°C for rapid evaporation. If the adhesive has cured, you must use mechanical abrasion or a heavy-duty industrial solvent with a density of 0.86 g/cm³ that is compatible with your specific substrate. For a comprehensive professional protocol on how do i remove adhesive residue from industrial surfaces without damaging the substrate, our detailed guide covers solvent selection and safe removal methods for a full range of industrial materials.
Application on metal surfaces
Industrial contact adhesive provides excellent adhesion to metals when the surface is degreased and prepared correctly. As industrial adhesive specialists, we advocate for a bond line thickness of 0.1mm to ensure a high-performance seal that withstands temperatures up to 60°C.
Difference between contact adhesive and super glue
Contact adhesives are designed for large surface areas and remain flexible, while super glue is a cyanoacrylate intended for small, rigid joints. A typical cyanoacrylate offers a high-tensile shear strength of 20 MPa on steel, whereas contact adhesives prioritise high-tack properties of 1500 cps for immediate positioning.
Coverage for a 5 litre tin
A 5 litre tin of contact adhesive provides coverage for approximately 10 to 12 square metres when applied to both substrates. This calculation assumes a standard industrial application rate of 250ml per square metre to achieve the necessary film thickness for a permanent bond.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: