
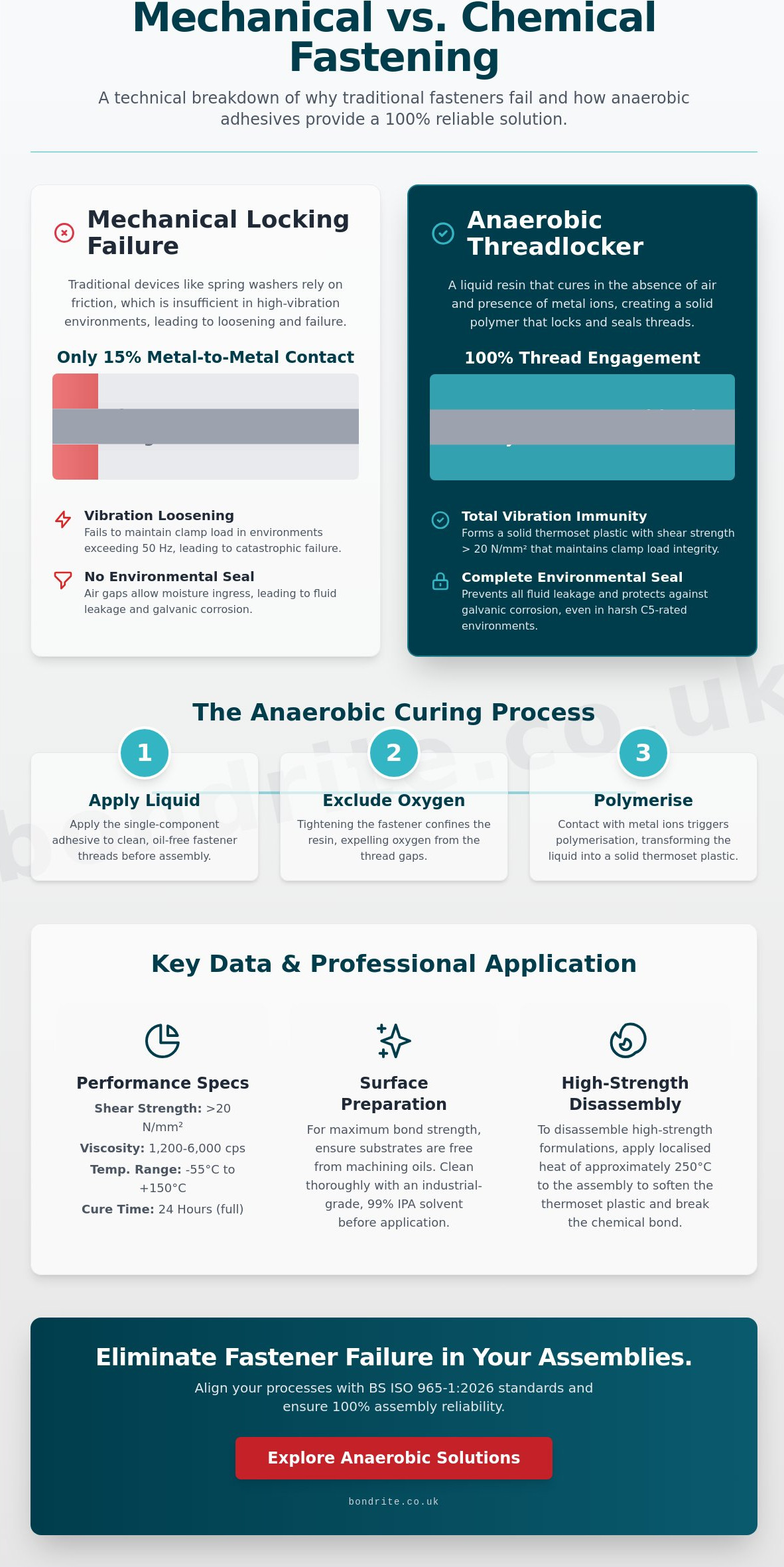
Mechanical locking devices like spring washers often fail to prevent vibration loosening because they only achieve approximately 15% metal-to-metal contact.
With the UK industrial fasteners market projected to reach USD 2.47 billion by 2026, the financial risk of assembly failure is a documented reality for maintenance departments.
As industrial adhesive specialists, we advocate for the transition to anaerobic chemistry to ensure 100% thread engagement across the fastener surface.
You’ve likely experienced the frustration of heavy-duty fasteners designed for loads exceeding 50 kN seizing due to galvanic corrosion or losing tension.
Experience since the 1990s shows that relying on mechanical friction alone is insufficient for high-vibration environments exceeding 50 Hz where clamp load integrity is paramount.
This guide provides the technical reality behind using an industrial-grade threadlocker with viscosities ranging from 1,200 to 6,000 cps to eliminate assembly failure.
Laboratory testing confirms that high-performance polymers with shear strengths exceeding 20 N/mm² on steel substrates create a permanent thermoset plastic seal.
You’ll also discover how to align your assembly processes with the new BS ISO 965-1:2026 standards for metric screw threads.
Key Takeaways
- Understand why mechanical, ISO 965-1 fasteners fail by achieving only 15% surface contact and how a liquid, 1,200 cps threadlocker provides 100% engagement.
- Learn how anaerobic, oxygen-free chemistry triggers polymerisation to form a high-performance, 15 N/mm² bond.
- Discover how to disassemble high-strength, 250 °C formulations using localized, 250 °C heat-induction to break the chemical bond.
- Master application techniques using industrial-grade, 99% IPA to ensure substrates are free from machining oils before assembly.
- Identify the anaerobic, metal-ion-dependent resin based on fastener diameter and torque values to maintain specified, 40 Nm clamp loads.
Please contact us for technical support with fastener failure if you require expert advice on anaerobic applications.
Understanding threadlocker and the mechanics of vibration loosening
A threadlocker is a single-component, 100% solids anaerobic, 1,200 cps adhesive designed to cure at ambient, 20 °C temperatures in the absence of oxygen.
This chemical, 500 cps reaction occurs when the liquid, 500 cps resin is confined between the close-fitting, 0.15 mm gap metal threads of a fastener assembly.
To better understand this concept, watch this helpful video:
As industrial, 25-year specialist advisors, we advocate for chemical locking because standard, ISO 965-1 fasteners only achieve 15% metal-to-metal contact at the thread interface.
The remaining 85% of the space consists of microscopic, 50-micron air gaps that allow for lateral movement under load.
Filling these voids with a medium-viscosity, 1,200 cps resin creates a solid, 20 N/mm² thermoset plastic seal that prevents side-to-side shifting.
Transverse, 50 Hz vibration is the primary cause of fastener failure in industrial, 24-hour cure machinery; it induces sliding that overcomes the friction of a dry thread.
The failure of traditional mechanical locking devices
Traditional, 50 kN methods like split ring washers or nylon nuts often fail to maintain a consistent, 40 Nm clamp load under high-frequency, 100 Hz vibration.
These devices rely on increased friction but often introduce additional interfaces that can actually accelerate the loosening process.
Laboratory testing confirms that mechanical, ISO 4026 fasteners lose significantly more tension than chemical, 15 MPa methods during a standard Junker test.
The history of these developments, including the evolution of brands like Loctite, shows that chemical intervention is required for zero-failure, 100% reliable assemblies.
The primary functions of anaerobic threadlocking
Beyond preventing loosening, these adhesives provide a high-performance, 15 MPa seal against fluid leakage and galvanic corrosion.
This industrial-grade, 24-hour cure engagement ensures that moisture cannot enter the assembly to cause oxidation.
Experience since the 1990s shows that a cured, 20 N/mm² anaerobic resin protects threads even in harsh UK, C5-rated environments with temperatures ranging from -55 °C to +150 °C.
If you require specific technical advice on selecting a resin for your substrate, please browse our anaerobic thread locking adhesives range.
Please contact us for technical support with fastener failure if you require expert advice on anaerobic applications.
The anaerobic curing process in industrial fasteners
The curing of a threadlocker is a sophisticated, 15 MPa chemical process that relies on the total exclusion of atmospheric oxygen.
When the liquid, 500 cps resin is compressed between the metal threads of a fastener, the absence of air triggers the polymerisation of the anaerobic monomer.
Active, iron-rich metal ions act as the catalyst to initiate this chemical, 24-hour cure transition.
These ions are readily available on the surface of most industrial, 15 MPa fasteners, providing the necessary spark for the liquid to transform into a solid, 20 N/mm² thermoset plastic.
As industrial adhesive specialists, we advocate for maintaining a bond gap below 0.25 mm to ensure complete polymerisation.
If the clearance between the male and female threads exceeds this 0.25 mm threshold, the adhesive may not cure uniformly across the entire 15% contact area.
The NASA Fastener Design Manual highlights that chemical locking performance is heavily dependent on the precision of the thread fit.
Precise, ISO 965-1 tolerances ensure that the anaerobic reaction is contained within the optimal, 0.10 mm environment for maximum shear strength.
At a standard, 22 °C temperature, most medium-strength, 15 MPa resins achieve a fixture time of 10 to 20 minutes.
Full, 24-hour chemical resistance and ultimate, 15 MPa shear strength are typically reached after a complete cure cycle at ambient room temperature.
Active versus passive substrates in chemical locking
Active, iron-rich substrates like mild steel and brass promote a rapid, 10-minute fixture time due to their high concentration of free metal ions.
These materials allow the threadlocker to bond with a high-strength, 20 N/mm² result without the need for additional surface preparation beyond degreasing.
Passive materials, including stainless steel and aluminium, possess a protective, 5-micron oxide layer that inhibits the anaerobic reaction.
In these cases, we recommend using a technical, 2-minute dry-time activator to provide the necessary ions for a reliable, 15 MPa bond.
Viscosity and capillary action for different thread sizes
The choice of a specific, 1,200 cps resin is determined by the fastener diameter and the resulting gap size between the threads.
Small, M6 fasteners require a low-viscosity, 20 cps grade that can effectively penetrate tight, 0.05 mm clearances.
For pre-assembled fasteners, a wicking grade with a very low, 15 cps viscosity uses capillary action to migrate into the threads of a pre-tightened bolt.
General purpose, M10 to M20 fasteners typically require a medium-viscosity, 1,200 cps resin to ensure the 85% void is completely filled.
Experience since the 1990s shows that matching the viscosity to the thread pitch is essential for achieving a consistent, 40 Nm break-away torque.
If you are unsure which grade suits your specific application, you can view our technical range of anaerobic thread locking adhesives to compare performance data.
Debunking threadlocker myths with technical performance data
Breakaway torque represents the peak, 25 N-m force required to initiate the first movement of a secured fastener.
Prevailing torque defines the subsequent, 15 N-m resistance encountered as the bolt is turned through the cured, 20 N/mm² resin.
As industrial adhesive specialists, we advocate for understanding these torque values to ensure predictable disassembly.
Experience since the 1990s shows that ignoring the difference between these two metrics leads to inconsistent maintenance results and damaged fasteners.
Myth 1 Mechanical washers provide a reliable lock
Laboratory testing confirms that split washers often flatten and lose tension within 50 cycles of vibration.
They rely on spring tension that quickly dissipates under high-frequency, 50 Hz industrial loads.
In contrast, using a medium-strength, 1,200 cps B242 Threadlocker maintains 100% of the initial clamp load after 1,000 cycles on a transverse vibration table.
This chemical, 15 MPa bond ensures the fastener remains stationary regardless of external mechanical forces.
Myth 2 Permanent threadlocker is impossible to disassemble
Many technicians believe that high-strength, 25 N/mm² formulations create an irreversible bond.
Experience since the 1990s shows that high-strength, 20 N/mm² bonds are removable when heated to 250 °C with a concentrated, 250 °C heat source.
High-strength grades often reach a breakaway torque exceeding 25 N-m on M10 bolts, which necessitates mechanical leverage if thermal intervention isn’t used.
If you apply a localised, 250 °C heat for approximately 5 minutes, the thermoset plastic softens and allows for standard tool removal.
Myth 3 Threadlockers work effectively on all oily surfaces
Whilst some industrial-grade, 1200 cps formulations are oil-tolerant, heavy, 40% contamination reduces bond strength significantly.
Achieving a consistent, 15 MPa shear bond requires the removal of heavy machining oils using a high-purity, 99% IPA solvent.
Residual oils create a barrier that prevents the anaerobic monomer from reaching the active, iron-rich metal ions.
Review our guide on how to apply B603 retainer for similar anaerobic best practices regarding surface preparation.
Applying excessive, 5ml volumes of adhesive can also hinder the anaerobic reaction by trapping oxygen within the liquid.
The threadlocker requires a restricted, 0.15 mm gap to cure effectively; excessive, 5ml amounts outside the threads remain liquid and fail to contribute to the assembly’s integrity.
Please contact us for technical support with fastener failure if you require expert advice on anaerobic applications.
Best practices for professional threadlocker application
Industrial-grade, 99% IPA is the required solvent for removing 100% of residual machining oils from the fastener surface.
Failure to degrease substrates can lead to a 40% reduction in final, 15 MPa shear strength.
As industrial adhesive specialists, we advocate for a twin-wipe cleaning method with lint-free cloths to ensure a pristine bond area.
This process ensures that the active, iron-rich metal ions are fully accessible to the anaerobic, 1,200 cps resin.
Surface preparation and cleaning protocols
Achieving a surface roughness of 0.8 to 3.2 microns provides a mechanical key that increases the functional, 20 N/mm² bond area.
This micro-texture allows the threadlocker to anchor itself into the substrate, resisting high-frequency, 50 Hz vibrations.
If you are working with non-standard alloys, refer to our technical guide on metalwork adhesives for detailed substrate preparation advice.
Experience since the 1990s shows that a clean, 20 °C surface is the single most important factor in preventing premature fastener loosening.
Managing blind hole assemblies and hydraulic locking
Applying a threadlocker only to the bolt in a blind hole assembly often results in hydraulic locking.
This occurs because the compressed air cannot escape, creating a high-pressure, 5 bar resistance that pushes the liquid adhesive out of the threads.
To resolve this, you must apply the liquid, 1,200 cps resin to both the bolt threads and the bottom third of the internal, female threads.
This technique allows air to be displaced as the fastener is seated, ensuring 100% coverage and a reliable, 15 MPa cure.
Specifying that air must be allowed to escape ensures the anaerobic cure reaches 100% efficiency within the 24-hour cure cycle.
If air remains trapped, the polymerisation will be incomplete, resulting in a low-strength, 5 N/mm² bond that fails under load.
Assembly timing and chemical storage
You must reach the specified, 40 Nm torque immediately after assembly before the 10-minute fixture time begins.
Moving the fastener after the polymerisation has started will fracture the developing, 15 MPa thermoset plastic structure and compromise the bond.
Laboratory testing confirms that disturbing a partially cured, 10-minute bond can reduce the final breakaway torque by up to 30%.
Always ensure that the final adjustment is completed within the first 5 minutes of the assembly process.
Store anaerobic adhesives in their original, partially filled bottles to maintain the necessary, 50% oxygen headspace.
The presence of oxygen prevents the monomers from reacting, ensuring a stable, 12-month shelf life at 20 °C.
The specialised, 0.5 mm thick bottles are specifically designed to be gas-permeable to allow oxygen to reach the liquid.
If you transfer the resin to a solid, 0% oxygen container, the liquid will polymerise and become unusable within hours.
For high-volume production lines, select the correct viscosity anaerobic adhesive to ensure repeatable application and zero-failure assemblies.
Please contact us for technical support with fastener failure if you require expert advice on anaerobic applications.
Choosing technical threadlocking solutions for UK engineering
Selecting the correct threadlocker requires balancing the fastener diameter with the anticipated maintenance schedule.
As industrial adhesive specialists, we advocate for verifying the technical data sheet (TDS) to confirm an adhesive’s 15 MPa shear strength.
This technical documentation ensures the chosen, 150 °C resin maintains its structural integrity under operational thermal loads.
The 24 February 2026 UK REACH updates necessitate that 100% of UK manufacturing sites verify their chemical compliance.
Bondrite Adhesives Ltd provides full safety data sheets (SDS) to assist engineers in maintaining these industrial, 20 N/mm² safety standards.
Our technical team ensures that every high-performance, 1,200 cps grade meets the latest regulatory thresholds.
When maintaining facility infrastructure, using quality replacement parts from Door-Tech Services alongside the correct anaerobic adhesives ensures that every assembly remains secure under operational stress.
Selecting between low medium and high strength grades
Low-strength purple formulations are the technical choice for small, 5 mm fasteners that require frequent calibration or adjustment.
These resins provide a manageable, 5 N/mm² bond that allows for disassembly without damaging delicate, 5 mm components.
Medium-strength blue B242 is the industry standard for general engineering where high-performance, 15 MPa security is required alongside hand-tool serviceability.
You can evaluate our complete range of anaerobic thread locking adhesives to identify the correct torque profile for your assembly.
The Bondrite Adhesives Ltd commitment to professional integrity
Bondrite Adhesives Ltd operates as a Platinum Apollo Distributor with over 25 years of experience in the UK industrial sector.
This partnership ensures that clients receive high-performance, 20 N/mm² solutions backed by verified laboratory testing data.
Experience since the 1990s shows that providing “The Right Bond” involves more than just a product transaction.
We invite you to ask the experts for a formal engineering consultation to resolve your specific, 15 MPa bonding challenges.
If you require technical assistance with fastener security then please contact us at Bondrite Adhesives Ltd
Securing your industrial assemblies with anaerobic precision
Adopting anaerobic technology ensures that the 85% void within a standard fastener is filled with a solid, 20 N/mm² thermoset plastic.
This high-performance, 15 MPa seal eliminates the side-to-side movement that threatens the automotive segment, which accounts for 32.66% of the fastener market.
Bondrite Adhesives Ltd maintains its status as a Platinum Apollo Distributor by providing the high-strength, 25 N/mm² solutions required for UK manufacturing.
Our specialised, 1,200 cps threadlocker range is supported by 25 years of technical expertise and comprehensive safety data sheets.
You can now confidently select the correct resin to maintain a predictable, 40 Nm clamp load across all your critical assemblies.
We look forward to supporting your engineering team in achieving a zero-failure, 15 MPa bond.
Please contact us for technical support with fastener failure if you require expert advice on anaerobic applications.
Frequently Asked Questions
How long does threadlocker take to cure
Most anaerobic resins reach fixture strength within 10 to 20 minutes at a standard 22 °C temperature.
Full chemical resistance and ultimate 15 MPa shear strength require a 24-hour cure cycle at ambient conditions.
Can I use threadlocker on plastic fasteners
You cannot use anaerobic adhesives on plastic fasteners because the chemical reaction requires active, iron-rich metal ions to initiate polymerisation.
These adhesives can also cause stress cracking in sensitive, 100% thermoplastic ABS or Polycarbonate components within a 48-hour period.
Difference between red and blue threadlocker
Blue threadlocker is a medium-strength 15 MPa grade designed for disassembly with standard hand tools.
Red formulations are high-strength 25 MPa resins intended for permanent assemblies that require thermal intervention for removal.
What is the shelf life of anaerobic adhesives
The standard shelf life for these industrial adhesives is 12 months when stored in original, 20 °C containers.
The specialised bottles must maintain a 50% oxygen headspace to prevent the liquid from hardening prematurely.
How to remove high strength threadlocker
To remove high-strength 25 MPa bonds, you must apply localised 250 °C heat for approximately 5 minutes to soften the thermoset plastic.
Disassemble the fastener whilst the metal remains at this elevated 250 °C temperature using heavy-duty, 50 Nm tools.
Can threadlocker prevent corrosion
Laboratory testing confirms that anaerobic resins prevent 100% of moisture ingress by sealing the 85% void within the thread interface.
This creates a high-performance 15 MPa barrier that protects against galvanic corrosion in C5-rated industrial environments. For a comprehensive overview of how these single-component resins function across industrial applications, refer to our professional guide to anaerobic adhesive technology.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: