
If you’re relying on standard thin-film bonding for irregular substrates, you’re effectively designing for failure. When surfaces aren’t perfectly planar, a standard liquid adhesive often runs out of the joint before it cures, leaving behind air gaps that compromise the entire assembly. You likely recognise the frustration of bond failures caused by high-shrinkage materials that pull away from the substrate during the curing process. These inconsistencies lead to costly production downtime and a lack of technical confidence in the finished result.
This article provides the technical clarity needed to select and apply a high-performance industrial adhesive for uneven surfaces to achieve permanent, structural bonds on rough or irregular substrates. We’ll explore how specific chemical formulations, such as structural acrylics and epoxies, compensate for surface irregularities. You’ll learn how to transition from thin-film adhesion to volumetric gap filling, ensuring your chosen solution maintains its integrity whilst filling the voids that traditionally weaken industrial joints.
Key Takeaways
- Understand why irregular substrates cause bond failure by preventing molecular contact and creating stress-concentrating air pockets.
- Learn how to select an adhesive for uneven surfaces based on viscosity and thixotropic behaviour to ensure the material stays in the joint.
- Evaluate the performance differences between two part epoxies and structural acrylics when filling significant gaps.
- Discover professional surface preparation techniques required to clear contaminants from deep within rough material textures.
- Identify specific technical solutions for metal and plastic applications that provide high structural strength on irregular planes.
If you require technical assistance with a specific bonding challenge, please contact our technical specialists for professional advice.
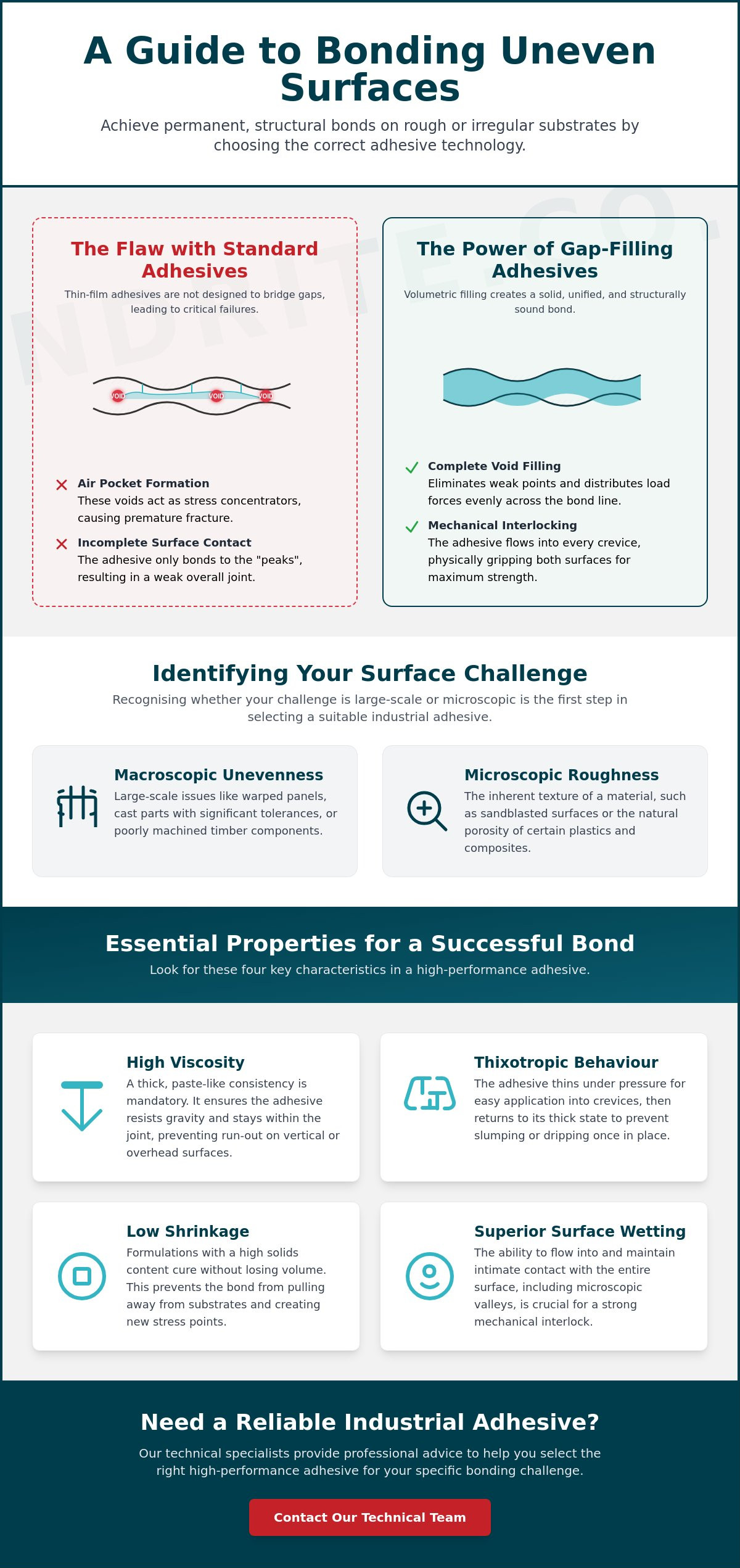
Why Uneven Surfaces Cause Adhesive Failure
Bonding two flat, smooth surfaces is a relatively straightforward engineering task because the adhesive layer can be extremely thin, often only a few microns. This allows for intimate molecular contact between the adhesive and the substrate across the entire bond line. However, when you use a standard liquid adhesive for uneven surfaces, the geometry of the joint changes fundamentally. Surface irregularities prevent the substrates from coming into close proximity, which means a standard thin-film adhesive cannot bridge the distance between the two materials effectively.
To better understand how different adhesives perform under stress in real-world conditions, watch this independent testing video:
One of the most common causes of bond failure on irregular substrates is the formation of air pockets within the joint. These voids act as stress concentrators. When a load is applied to the assembly, the stress isn’t distributed evenly across the surface area; instead, it’s magnified around these air gaps, leading to premature fracture or peeling. This is why a heavy-duty construction adhesive is often engineered with a high solids content. These formulations are designed to fill the gaps without shrinking, ensuring that the cured material provides a solid bridge between the peaks and valleys of the substrate.
The Role of Mechanical Interlocking in Bonding
Whilst rough surfaces technically provide more surface area for bonding, this advantage is only realised if the adhesive can wet the surface properly. If the viscosity is too high or the chemical profile is incorrect, the adhesive will simply sit on the “peaks” of the material, leaving the “valleys” empty. A successful, permanent bond requires the chemical solution to flow into every crevice to create a mechanical interlock. Without this deep penetration, the actual contact area is only a fraction of the total surface, which results in a weak and unreliable bond that is prone to failure under shear or impact forces.
Identifying Different Types of Surface Irregularity
We generally categorise irregularities into two main groups. Macroscopic unevenness refers to large-scale issues like warped metal panels, cast parts with significant tolerances, or poorly machined timber components. Microscopic roughness is the inherent texture or grain of the material, such as the profile of a sandblasted surface or the natural porosity of certain plastics and composites. Each requires a specific viscosity and cure profile. If the material is porous, it may even “starve” the joint by wicking the adhesive away before it can cure, which is a frequent cause of failure in woodworking and masonry applications. Recognising whether your challenge is macroscopic or microscopic is the first step in selecting a suitable industrial adhesive for uneven surfaces.
If you require technical assistance with a specific bonding challenge, please contact our technical specialists for professional advice.
Essential Properties of Gap Filling Adhesives
Selecting an adhesive for uneven surfaces requires a shift in focus from surface chemistry to rheology. Whilst standard glues rely on thin-film contact, gap-filling solutions must provide structural support across a physical void. The chemical formulation must be capable of maintaining its shape and volume during the transition from a liquid to a solid state. Without these specific properties, the bond will inevitably fail as the material migrates or shrinks away from the substrate.
Understanding Viscosity and Thixotropic Behaviour
Viscosity is the measure of a fluid’s resistance to flow. For irregular substrates, high viscosity is mandatory. If the material is too fluid, it’ll migrate out of the joint before the curing process completes. This is particularly problematic on vertical or overhead surfaces where gravity pulls the adhesive away from the intended bond line. It’s the difference between a successful assembly and a failed production run.
To solve this, professionals look for thixotropic behaviour. A thixotropic adhesive remains thick and stable when at rest but becomes less viscous when subjected to shear stress, such as when being dispensed through a nozzle. Once the stress is removed, it immediately returns to a high-viscosity state. These are often categorised as non-sag adhesives. They allow for precise application whilst ensuring the material stays exactly where it’s placed, effectively bridging gaps that would otherwise remain empty.
The Importance of Low Shrinkage During Cure
Shrinkage is a critical factor that often goes overlooked. Many solvent-based adhesives lose volume as the carrier evaporates. In a gap-filling application, this loss of volume causes the material to pull away from the substrate walls, creating internal stresses or even physical separation. This creates the very air gaps we’re trying to avoid.
Reactive chemistries, such as structural methacrylates and epoxies, are far superior in this regard. Because they cure through a chemical reaction rather than evaporation, they maintain nearly 100 percent of their volume. This ensures that the adhesive maintains full contact across the irregular surface throughout the entire curing cycle. If you’re unsure which chemistry suits your specific material, you can speak with a technical advisor to review your application requirements.
Maintaining structural integrity in a thick bond line is the final essential property. A standard glue might become brittle when applied thickly, but a true gap filler is engineered to remain tough and resilient even at depths of several millimetres. This ensures that the assembly can withstand vibration and thermal expansion without cracking.
To ensure you select the correct chemical formulation for your specific substrate, you can speak with our technical advisors for a tailored recommendation.
Comparing High Performance Options for Rough Substrates
Selecting the correct adhesive for uneven surfaces requires a clear understanding of how different chemical families behave when applied in thick sections. Unlike standard assembly glues, high-performance gap fillers must maintain their mechanical properties even when the bond line exceeds several millimetres. The choice between an epoxy, an acrylic, or a contact adhesive will depend on the materials being joined and the environmental stresses the final assembly will face.
Structural Acrylics and Two Part Epoxies
Two-part epoxies are traditionally favoured for their high compressive strength and exceptional gap-filling capabilities. These epoxies are particularly effective for filling large voids in metal or wood substrates where a rigid, permanent bond is required. These formulations are designed to cure without significant shrinkage, ensuring that the material stays in contact with all parts of an irregular joint. For applications involving metalwork, these epoxies provide a sturdy, dependable bridge that can be sanded or machined once fully cured.
Structural acrylic adhesives, specifically methacrylates, offer a different set of technical advantages. A structural acrylic can often handle thermal expansion and contraction better than most rigid glues. This makes them a superior choice for bonding dissimilar materials, such as metal to plastic, where temperature fluctuations might cause the substrates to move at different rates. These options and their specific use cases are discussed in detail within our industrial adhesives uk guide.
High Strength Contact Adhesives and Sealants
When you are working with large surface areas that have slight textures or irregularities, a contact adhesive is often the most practical solution. Our S1300 High Strength Contact Adhesive is engineered for bonding materials like rubber or foam to uneven surfaces. It provides a high initial grab, which is essential when working with flexible substrates that do not sit perfectly flat. This type of adhesive is used extensively amongst professional caravan and vehicle repairers where large, slightly warped panels must be bonded to irregular internal frames.
In certain industrial environments, polyurethane sealants serve a dual purpose by acting as both a structural bond and a gap filler. These materials remain flexible after curing, which allows them to absorb vibrations and handle movement between uneven components without the bond line cracking. For smaller gaps on plastic or rubber parts, you might consider a thickened cyanoacrylate. Unlike standard thin superglues, these gel-like formulations stay in place on uneven planes, allowing for precise bonding of small, irregular components without the risk of the adhesive running out of the joint.
If you require specific guidance on dispensing equipment or surface preparation for a complex project, you can contact our technical support team for a detailed consultation.
Professional Application Techniques for Rough Materials
Achieving a permanent bond on irregular substrates is as much about the application process as it is about the chemical selection. When applying an adhesive for uneven surfaces, you must account for the physical gaps that standard assembly techniques often ignore. Failure to properly prepare the substrate or control the volume of the material results in bond failure, regardless of the quality of the chemical used. You must ensure the material fills every void to maintain the structural integrity of the joint.
Cleaning and Priming Uneven Substrates
Rough surfaces are inherently difficult to clean because dust, oils, and oxidation products migrate into deep textures and pores. Standard wiping is often insufficient. Use a stiff brush to mechanically remove debris from these recessed areas before applying any chemical cleaners. Once the loose material is removed, degrease the surface with a professional solvent cleaner to ensure the adhesive can wet the substrate properly.
If you’re working with low energy plastics or highly porous wood, a primer may be necessary. Primers increase the surface energy of the material, which allows the adhesive to flow more effectively into the valleys of the substrate. Without this step, the adhesive might only bridge the peaks of the material, significantly reducing the effective bond area and leading to premature failure under load.
Controlling Bond Line Thickness and Dispensing
On perfectly flat surfaces, high clamping pressure is usually desirable to achieve a thin bond line. However, when bonding uneven materials, excessive pressure can be counterproductive. If you apply too much force, you risk squeezing out the gap-filling material, leaving the joint “starved” and prone to failure. Use shims or specialised spacers to maintain a consistent gap that allows the structural methacrylates or epoxies to function as intended.
The method of dispensing also dictates the success of the bond. Apply the adhesive in a continuous bead pattern rather than a closed loop. This technique allows air to escape as the two substrates are brought together, preventing the formation of air pockets that act as stress concentrators. For two-part systems, always use professional dispensing tools. These tools ensure a consistent mix ratio and volume, which is essential for the chemical to reach its full specified strength across the entire irregular surface.
If you recognise any of these challenges in your current production line, reach out to our technical advisors to optimise your application process and reduce downtime caused by bond failures.
If you require technical assistance with a specific bonding challenge, please contact our technical specialists for professional advice.
Reliable Industrial Adhesives from Bondrite
Selecting a suitable adhesive for uneven surfaces is a technical decision that impacts both production efficiency and product longevity. At Bondrite, we prioritise functional utility by supplying a comprehensive range of structural methacrylates and epoxies engineered for these challenging applications. Our products are designed to meet the rigorous standards required by engineers and manufacturers who cannot afford the risks associated with bond failure.
Our B2012 5 Minute Epoxy is a versatile choice for gap filling on metal and plastic substrates. It provides the necessary viscosity to bridge irregularities whilst maintaining high structural strength throughout the curing process. For larger surface areas with slight textures, our contact adhesives provide reliable performance and a high initial grab. Every product we supply is backed by formal technical data sheets to ensure you have the precise information needed for a successful application.
Structural Solutions for Metal and Plastic
For high-strength bonding of irregular metal parts, B3294 Structural Acrylic Adhesive is an excellent solution. It handles the stresses of thermal expansion and contraction without compromising the integrity of the joint. If you’re dealing with larger holes or significant gaps that require a more substantial filler, our epoxy sticks provide a putty-like consistency. These sticks stay exactly where they’re placed on vertical or overhead surfaces. These solutions ensure a professional finish that far exceeds the performance of standard retail alternatives.
Specialist Adhesives for Specific Industries
Our inventory includes specialist formulations tailored for metalwork adhesives and woodworking. We also provide dedicated solutions for the caravan repair industry, where bonding uneven panels to irregular frames is a frequent requirement. We offer technical consultations to help you select the exact chemical solution for your specific substrate. This ensures that you don’t just receive a product, but a verified technical solution that meets your specific safety and performance standards. Technical support is always available to ensure you achieve the best possible result on every assembly.
If you require specific technical guidance for your industrial assembly, please contact our advisors for professional support.
Achieving Structural Integrity on Irregular Substrates
Transitioning from thin-film bonding to volumetric gap filling is essential for long-term reliability on rough or mismatched parts. Success depends on choosing a chemical formulation with high thixotropic behaviour and minimal shrinkage to maintain contact across the entire joint. Precision is paramount. By prioritising the correct rheology and surface preparation, you can eliminate the air gaps that traditionally lead to bond failure and costly production downtime. This methodical approach ensures that every assembly meets the required technical specifications without the risk of the adhesive running out of the joint before it cures.
Bondrite Adhesives Ltd has operated as a family-owned UK supplier since 2000, providing high-performance products tested for professional safety standards. Reliability is the goal. Selecting the right adhesive for uneven surfaces ensures that your finished assemblies remain sturdy and dependable under real-world stresses. If you require technical assistance with a specific application, please speak with our experts through our contact page for tailored advice. Our technical support for industrial applications provides the precision and clarity needed to proceed with confidence, ensuring your chosen chemical solution performs exactly as expected.
Frequently Asked Questions
What is the best adhesive for filling large gaps between uneven surfaces
Two-part epoxies and structural methacrylates are the most effective solutions for large voids. These materials possess high solids content and low shrinkage rates, which allows them to maintain structural integrity across gaps exceeding 5mm. If the gap is particularly large or vertical, a thixotropic adhesive for uneven surfaces ensures the material stays in place whilst curing.
Can I use superglue on rough or porous materials
Standard cyanoacrylates are typically too thin for rough or porous substrates as the liquid wicks into the material before a bond can form. You should use a high-viscosity gel or a thickened cyanoacrylate specifically formulated for gap filling. These versions remain on the surface peaks to create a bridge rather than being absorbed by the substrate.
How do I calculate how much adhesive I need for an irregular joint
You can estimate the required volume by multiplying the total bond area by the average depth of the gap. For irregular surfaces, it’s safer to add a 15 percent margin to account for the material that will flow into surface valleys and crevices. Use a pneumatic applicator to ensure consistent delivery across the entire assembly without wasting material.
Is a thicker adhesive always better for uneven surfaces
High viscosity is necessary for gap filling, but the material must still be fluid enough to wet the substrate properly. If the adhesive is excessively thick, it may fail to penetrate the microscopic texture of the material, resulting in poor mechanical interlocking. The viscosity should be high enough to prevent sagging but low enough to ensure full surface contact.
What happens if I apply too much pressure to a gap filling adhesive
Applying excessive pressure can starve the joint by squeezing out the required volume of material. This is a common cause of failure when using an adhesive for uneven surfaces. You should use shims or spacers to maintain a consistent bond line thickness, ensuring enough material remains to bridge the irregularities and provide structural support.
Are there waterproof adhesives suitable for uneven outdoor surfaces
Polyurethane adhesives and specialist silicone sealants are the best choices for outdoor irregular substrates. These chemistries offer excellent resistance to UV radiation and moisture whilst remaining flexible enough to handle thermal expansion. They are frequently used in construction and caravan repair for their durability and reliable performance in harsh environments.
How do I ensure an even cure when the adhesive thickness varies
Use a two-part reactive system to ensure a consistent cure throughout the joint regardless of depth. Unlike moisture-cure or solvent-based products, two-part epoxies and acrylics cure through a chemical reaction that occurs simultaneously across the entire bond line. This prevents the skinning effect where the exterior cures but the interior remains liquid.
Can I sand down a gap filling adhesive after it has cured
Most structural epoxies and acrylics can be sanded, drilled, or machined once they have reached full cure. Putty-like epoxy sticks are specifically designed for this purpose, allowing you to fill large uneven gaps and then sand the surface for a professional, flush finish. Always refer to the technical data sheet for specific post-cure machining instructions.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: