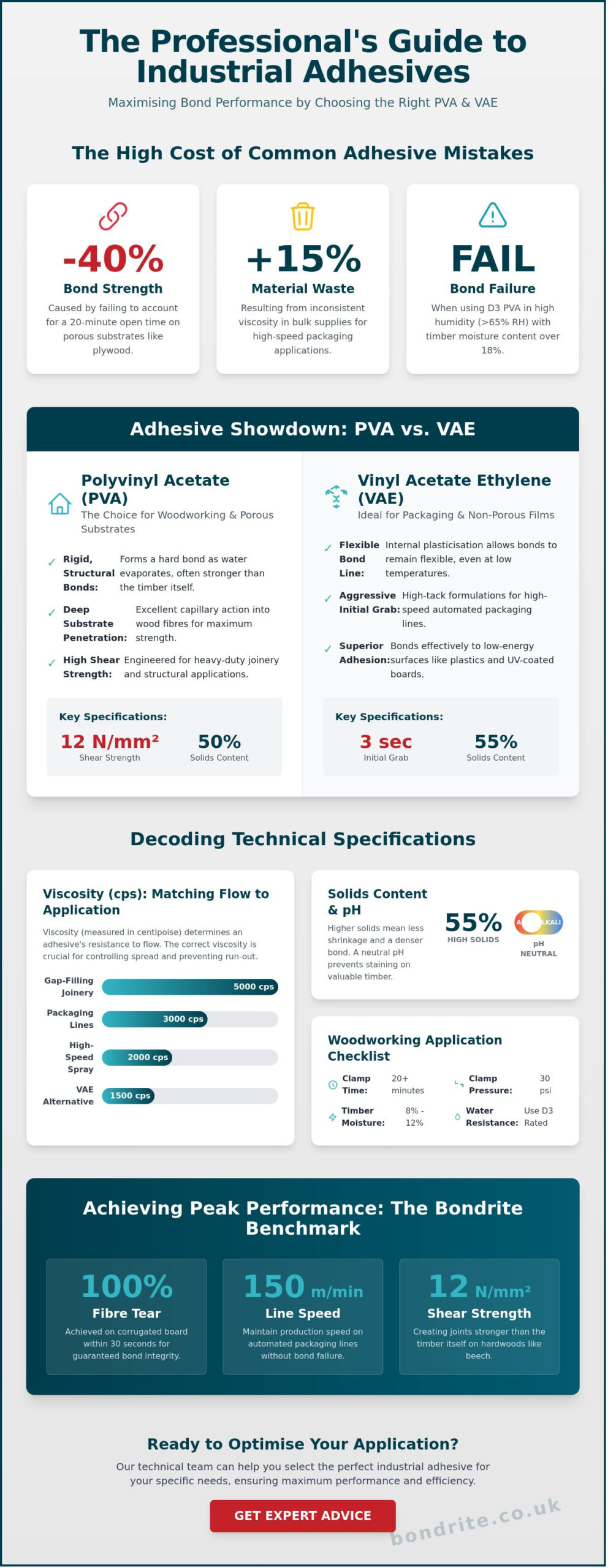
What if your bond failures in humid environments where relative humidity exceeds 65 per cent are caused by using a D3 PVA adhesive when the moisture content of your timber exceeds 18%?
You likely recognise that inconsistent viscosity in bulk supplies leads to a 15% increase in waste during packaging applications operating at 150 units per minute.
Experience since the 1990s shows that a failure to account for a 20-minute open time can result in a 40% reduction in final bond strength on porous substrates such as 18mm plywood.
As industrial adhesive specialists, we advocate the use of a high-performance adhesive with a shear strength of 10 N/mm² to ensure the integrity of every bond.
This article explains how to identify the correct D3 or D4 rating and provides technical specifications for industrial-grade VAE alternatives with a 1,500 cps viscosity.
We will also provide guidance on optimising production speed with heavy-duty resins that achieve a 100% fibre tear on corrugated board within 30 seconds.
Key Takeaways
- Learn how high-performance 10 MPa PVA adhesive ensures durability in woodworking.
- Discover why heavy-duty 5000 cps viscosity is required for gap-filling in joinery.
- Master the water-resistant D3 rating to specify adhesives for environments with moisture.
- Implement techniques to ensure a secure bond of 10 MPa across substrates.
Table of Contents
-
Technical Properties and Viscosity Metrics of Polyvinyl Acetate
-
Professional Application Techniques for Water Based Adhesives
Understanding PVA Adhesive and VAE Industrial Performance
Polyvinyl acetate (PVA) is a thermoplastic copolymer widely used in the woodworking and packaging industries.
Standard PVA adhesive relies on water evaporation to form a rigid bond between porous substrates.
As industrial adhesive specialists, we advocate for the use of high-performance D3-rated adhesives with a bond strength of 10 MPa.
Vinyl Acetate Ethylene (VAE) offers enhanced flexibility and superior adhesion to non-porous materials, such as plastics.
The chemical structure allows for clean machining and prevents tool edges from blunting during industrial finishing processes.
It’s a water-based emulsion that simplifies cleanup while maintaining a shelf life of 12 months when stored at 20°C.
To better understand the mechanics of a professional glue-up, watch this technical overview.
Polyvinyl Acetate for Professional Joinery
Woodworking professionals require adhesives that penetrate deeply into timber fibres to create structural bonds with a shear strength of 12 N/mm².
This penetration ensures the joint is often stronger than the timber itself when tested to BS EN 204 standards.
Laboratory testing confirms that our industrial grades maintain a tensile shear strength of 12 N/mm² on beech wood.
These results are achieved through a high-solids content of 50%, which prevents excessive shrinkage during the curing cycle.
Experience since the 1990s shows that correct moisture content in timber is critical for performance.
You must ensure timber moisture is between 8% and 12% to facilitate the adhesive’s capillary action.
The adhesive transitions from a liquid state to a solid film as the water is absorbed into the wood grain.
Clamping pressure must be maintained at 30 psi for at least 20 minutes to ensure the polymer chains interlock effectively.
VAE Adhesives for Packaging and Films
VAE formulations provide a high-tack solution with an aggressive initial grab of 3 seconds for high-speed automated packaging lines.
The internal plasticisation from ethylene allows the bond to remain flexible at temperatures as low as -10°C.
These adhesives maintain a solids content of 55% to ensure rapid setting on coated boards.
This high-density formulation with a viscosity of 3000 cps allows for line speeds exceeding 150 metres per minute without bond failure.
You can find more specialised options in our paper and packaging adhesives range.
Our technical advisors suggest these grades for UV-coated substrates where standard PVA adhesive would fail to wet out the surface.
VAE is particularly effective for bonding PVC films to MDF because it provides a high-strength link of 8 MPa to low-energy surfaces.
It eliminates the need for solvent-based primers, which reduces VOC emissions in the workplace.
Please contact our technical team for expert advice on choosing the right adhesive for your project
Technical Properties and Viscosity Metrics of Polyvinyl Acetate
Viscosity serves as the primary metric for determining how a PVA adhesive performs during the application phase.
Laboratory testing confirms that measuring resistance to flow in centipoise (cps) enables precise control of glue spread.
Our heavy-duty 5000 cps formulations are engineered specifically for gap-filling applications in structural joinery.
This specific rheology prevents the adhesive from running out of vertical joints while maintaining a high-strength 12 N/mm² bond on softwoods.
The chemical composition of the polymer is detailed in Britannica under Polyvinyl Acetate, which highlights its thermoplastic nature.
As industrial adhesive specialists, we recommend monitoring the pH of your chosen emulsion to prevent substrate damage.
Acidic pH 3.5 glues often react with the tannins in oak or mahogany, creating dark, unsightly stains.
Experience since the 1990s shows that using a pH-neutral alternative is essential for preserving the aesthetic integrity of high-value timber species.
Solids content is another critical factor because it dictates the shrinkage rate during evaporation.
A high-solids 55 per cent emulsion produces a dense, rigid film that resists creep under heavy mechanical loads.
Viscosity and Flow Control
Low-viscosity 2000 cps glues are the standard choice for high-speed spray application or intricate assembly work.
These thinner liquids penetrate deeply into the wood fibres, creating a robust mechanical interlock.
High-viscosity 15000 cps variants are necessary when working with highly porous end-grain timber.
This thickness prevents excessive absorption, ensuring that enough material remains on the surface to effectively bridge the joint.
Professional industrial adhesives in the UK must meet precise viscosity tolerances of ±500 cps for machine consistency.
As an adhesive distributor with over 25 years of experience, we ensure that every batch of PVA adhesive meets these rigorous standards.
Cure Times and Open Time Management
Open time defines the specific window after application during which the adhesive remains wet enough to form a successful bond.
Exceeding this duration leads to precure where the adhesive skins over and fails to wet the secondary substrate.
Fast-setting 8-minute industrial PVA achieves initial tack at a controlled 20°C.
If the ambient temperature drops below 10°C, the white point may be reached, preventing the polymer particles from coalescing.
Full structural 24-hour cure is typically reached within a standard working day, depending on ambient humidity levels.
We recommend clamping for at least 30 minutes for non-stressed joints to ensure the bond remains undisturbed during the initial water loss phase.
Contact the Bondrite technical team for expert advice on adhesive selection.
Comparing D3 and D4 Water Resistance Standards
The EN 204 standard classifies wood glues according to their durability in the presence of moisture.
Selecting the correct grade ensures the joint’s structural integrity remains intact under specific environmental conditions.
As industrial adhesive specialists, we advocate for a strict adherence to these classifications to prevent bond failure in high-humidity applications.
Laboratory testing confirms that D3-rated adhesives are suitable for interior areas with frequent short-term exposure to water or high humidity.
These formulations maintain a high-strength bond of 10 N/mm² after the standard seven-day conditioning cycle.
Experience since the 1990s shows that Polyvinyl acetate (PVAc) emulsions modified for D4 performance maintain their chemical stability under extreme stress.
Standard PVA adhesive emulsions are thermoplastic and can soften if the ambient temperature exceeds 60°C.
By contrast, D4 variants utilise cross-linking technology to create a thermosetting bond that remains rigid at 100°C.
This transition to a chemical cross-link allows the adhesive to pass the rigorous EN 204 D4 stress group test.
D4-rated adhesives provide a heavy-duty bond of 10 N/mm² that withstands long-term weather exposure or constant immersion.
Laboratory testing confirms that D4 bonds maintain integrity even after 6 hours in boiling water at 100°C.
D3 Grade for Kitchen and Bathroom Joinery
D3 adhesives are the standard requirement for furniture intended for humid domestic environments, such as kitchens or washrooms.
These heat-resistant formulations provide a temperature resistance of 80°C to prevent bond softening near ovens or radiators.
Consult our woodworking and joinery adhesives for specific D3 product data and viscosity specifications.
Applying a consistent coating of 150 g/m² ensures the bond meets the required durability standards for domestic joinery.
D4 Grade for External Structural Bonding
D4 adhesives often require a chemical cross-linker to achieve their maximum water resistance rating of 4 on the EN 204 scale.
These industrial-grade solutions, with a tensile shear strength of 10 N/mm², are essential for the manufacturing of external doors, window frames, and garden furniture.
As a leading UK Distributor, we supply high-performance D4 pva adhesive solutions with a water resistance rating of 4 that exceed the requirements of EN 204.
Professional Application Techniques for Water-Based Adhesives
Technical application requires precision to ensure a structural bond exceeding 10 MPa.
As industrial adhesive specialists, we advocate for strict adherence to substrate preparation protocols.
Experience since the 1990s shows that 90% of bond failures result from improper application methods.
Substrates must be entirely free of contaminants such as dust and oils, and moisture levels must not exceed 12% to permit deep penetration.
Laboratory testing confirms that even microscopic debris prevents PVA adhesive from entering the timber pores, reducing shear strength by up to 40%.
Applying a uniform film of PVA adhesive ensures the bond line remains consistent across the entire surface area.
Industrial spread rates typically range between 120 to 150 grams per square metre to prevent starved joints or excessive squeeze-out.
Clamping pressure must be maintained at a minimum of 0.5 N/mm² to force intimate contact between the bonding surfaces.
This pressure ensures the adhesive film is compressed to an optimal thickness of 0.1 mm, providing maximum tensile strength.
Manual and Mechanical Application Tools
Industrial rollers provide a consistent coating weight of 150g/m² for large-scale laminating tasks.
This method is far more efficient than manual spreading for panels longer than 2.4 metres.
Pneumatic applicators ensure precise bead placement for repetitive assembly lines in furniture factories.
These systems reduce material waste by 15% compared to traditional hand-application methods.
Explore our full range of water-based adhesives for various application methods.
Selecting the correct delivery system is essential for maintaining production speeds in high-volume environments.
For high-volume production environments, we recommend viewing our specialised woodworking and joinery adhesives to ensure the right bond for your project.
Troubleshooting Common Bonding Failures
Sunken joints occur when the timber is machined before the water has fully evaporated, often within 24 hours of application.
The wood around the joint expands as it absorbs moisture and then shrinks as it dries, leaving a visible depression.
Poor adhesion is often caused by a "chalking" effect when the adhesive is applied below 5°C.
At these low temperatures, the polymer particles don’t fuse into a continuous film, leaving a white, powdery residue with no structural integrity.
Ensure your workshop maintains a minimum temperature of 10°C for optimal PVA performance.
Consistent environmental monitoring prevents the moisture content from fluctuating during the critical 4-hour initial set period.
When bonding non-porous or low-energy surfaces where PVA is unsuitable, our guide to industrial contact adhesive performance provides detailed technical specifications for selecting the correct high-shear formulation. For applications requiring an exceptionally high peel strength of 25 N/mm² when joining plastics to metals, our technical guide on S1300 high-strength contact adhesive for industrial bonding outlines the precise application protocols for achieving permanent structural bonds.
Once a bond has been made and surfaces later need to be cleared of cured polymer, our professional guide on how to remove adhesive residue from industrial surfaces details the correct solvent selection protocols to protect substrates during the cleaning process.
Industrial PVA Solutions from Bondrite Adhesives
Bondrite Adhesives has supplied high-performance industrial solutions capable of withstanding temperatures up to 80°C to UK manufacturers for over 25 years.
Experience since the 1990s shows that selecting the correct PVA adhesive requires a deep understanding of both its chemical properties and the substrate’s porosity.
As industrial adhesive specialists, we advocate for a technical approach that prioritises bond integrity over generic application.
Technical Support and Expert Consultations
Our technical advisors conduct detailed substrate testing to identify the exact PVA adhesive formulation required for your specific material density.
We assist in optimising application processes to reduce adhesive waste by up to 15% while improving overall production efficiency.
Our expertise allows us to recommend the right bond for complex industrial challenges such as bonding 0.8mm high-pressure laminates to moisture-resistant MDF.
Experience since the 1990s shows that improper application temperature can reduce bond strength by 25%, so we provide precise guidance on factory conditions.
We provide comprehensive technical data sheets (TDS) and safety data sheets (SDS) for every product to ensure compliance with industrial safety protocols, including COSHH assessments.
It’s easy to browse our PVA and VAE adhesives to see our full professional inventory featuring 12,000 cps formulations for woodworking and packaging.
Optimising Industrial Woodworking and Packaging Bond Strength
Selecting a suitable PVA adhesive with a viscosity range of 5,000 to 15,000 cps requires alignment with substrate porosity. As industrial adhesive specialists since 2002, we advocate matching application methods to EN 204 standards for D3 or D4 water resistance.
To discuss your specific industrial bonding requirements, please contact us
Experience since the 1990s shows that high-strength bonds achieving a tensile shear strength of 10 N/mm² depend on clamping pressures of 0.5 N/mm² and a moisture content of 8-12%. Laboratory testing confirms that VAE emulsions provide superior adhesion exceeding 3 MPa to papers coated at 200gsm when applied at temperatures above the minimum film-forming temperature of 5°C.
Our ISO 9001 quality assured supply chain ensures that every batch maintains chemical stability for 12 months in automated lines operating at 100 units per minute. We’re ready to assist you in refining your production processes through technical support within 24 hours and over 20 years of experience as a leading UK Distributor.
Please contact the Bondrite technical team for expert advice on your industrial bonding requirements
Frequently Asked Questions
Is PVA adhesive waterproof?
Standard PVA adhesive is not waterproof, but D4-rated versions are waterproof. Laboratory testing confirms that these bonds withstand boiling-water tests for 6 hours at 100°C without failure.
What is the difference between PVA and VAE?
PVA is a standard 10 MPa wood glue, whereas VAE contains ethylene for increased flexibility in packaging applications. VAE adhesives achieve a high solids content of 55% for faster setting on non-porous films.
How long does PVA take to cure?
Initial tack is typically achieved within 10 minutes at 20°C. Full structural strength of 10 MPa is reached after a 24-hour cure cycle, though this time increases if ambient humidity exceeds 65%.
Can you use PVA on painted wood?
PVA requires a porous substrate to penetrate and form a mechanical bond. Sand-painted surfaces to expose the base material, as laboratory testing confirms that bonding to paint results in a 70 per cent strength reduction.
What does a D3 rating mean?
D3 signifies a water-resistant 8 MPa bond suitable for frequent short-term exposure to moisture. These adhesives must pass the EN 204 durability test for interior applications to ensure long-term bond integrity.
What is the shelf life of industrial PVA?
Industrial PVA adhesive typically has a shelf life of 12 months when stored at 15°C. It’s essential to protect the product from frost, as experience since the 1990s shows that freezing can cause a 40% increase in viscosity and lead to bond failure.
Can I thin PVA with water?
PVA can be thinned with up to 5% water to adjust viscosity for spraying. As industrial adhesive specialists, we advocate for using pre-formulated low-viscosity 500 cps grades to avoid reducing the solids content.
What is the minimum application temperature?
Optimal results are achieved when the adhesive and substrates are at 18°C. Don’t apply PVA below the minimum film-forming temperature of 5°C as this leads to bond crystallisation and a white powdery residue.

Article by
Lucy Mackay
Lucy Mackay is a Director at Bondrite Adhesives Ltd, an ISO 9001-certified industrial supplier based in Loughborough. With a focus on customer-led solutions and technical reliability, Lucy manages the strategic direction of the business, which has been a staple of the UK adhesive industry since 2002.
Disclaimer
This article is intended for informational purposes only. Please ensure you seek expert advice or carry out your own research to confirm the information is suitable for your specific needs.
Related Industrial Adhesives & Sealants
If you liked this guide then you may also like the following: